






1960年5月16日,美國(guó)年輕的物理學(xué)家梅曼成功研制出人類(lèi)歷史上的第一臺(tái)激光器—紅寶石激光器,它能產(chǎn)生頻率單一、方向高度集中的光—激光。激光是20世紀(jì)以來(lái),繼原子能、計(jì)算機(jī)、半導(dǎo)體之后,人類(lèi)的又一重大發(fā)明,被稱為“最快的刀”、“最準(zhǔn)的尺”、“最亮的光”和“奇異的激光”。自此,激光作為一種先進(jìn)的加工技術(shù)迅速發(fā)展起來(lái),并在各個(gè)領(lǐng)域中得到廣泛應(yīng)用。

圖1-機(jī)械切割(金橙子科技公眾號(hào))

圖2-玻璃激光切割(建筑玻璃與工業(yè)玻璃公眾號(hào))
尤其在玻璃切割行業(yè)中,傳統(tǒng)的玻璃機(jī)械切割技術(shù)已逐漸不能滿足生產(chǎn)所需的對(duì)高效率、高質(zhì)量和異形加工的要求,而具有高亮度、高方向性、高單色性和高相干性的激光開(kāi)始受到越來(lái)越多廠家的青睞。
接下來(lái),文章將從玻璃材料的特性、激光基本參數(shù)、激光光源的種類(lèi)以及玻璃激光切割的原理等內(nèi)容進(jìn)行具體展開(kāi),歡迎閱讀。
玻璃材料的特性
物理特性:玻璃的物理特性非常特別,是其能夠區(qū)別于其他材料的重要特點(diǎn)。首先,玻璃是一種非晶態(tài)固體,這意味著它的原子結(jié)構(gòu)并不規(guī)則,不具備傳統(tǒng)晶體材料所具有的長(zhǎng)程有序結(jié)構(gòu)。其次,由于沒(méi)有晶體結(jié)構(gòu)的限制,玻璃具備非常高的抗拉強(qiáng)度和抗壓強(qiáng)度,也具有高度的抗腐蝕性能和耐高溫性能。但由于玻璃結(jié)構(gòu)是一種非晶態(tài)固體,導(dǎo)致玻璃并非是一個(gè)理想的能量狀態(tài),它易于發(fā)生變形、斷裂。
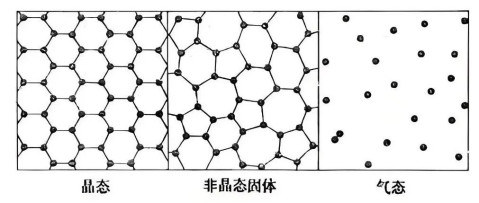
圖3-晶態(tài)和非晶態(tài)固態(tài)結(jié)構(gòu)(百度)
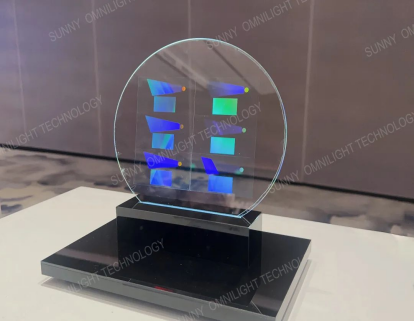
圖4-玻璃作為AR光波導(dǎo)襯底應(yīng)用
光學(xué)特性:玻璃材料的光學(xué)特性主要表現(xiàn)在具有高透過(guò)率、低反射率、低吸收率、低色散度及非常高的光學(xué)折射率及均勻性,這些優(yōu)良特性對(duì)于制造精密光學(xué)器件非常重要,是玻璃成為優(yōu)良的半導(dǎo)體材料的主要原因,例如在AR行業(yè)可作為光波導(dǎo)的基底材料。
激光的基本參數(shù)
這里為大家,簡(jiǎn)單介紹下激光的一些光學(xué)和性能的評(píng)價(jià)參數(shù)。
基本參數(shù) | 含義 |
脈沖寬度 | 簡(jiǎn)稱“脈寬”,指單個(gè)脈沖的持續(xù)時(shí)間,單位有:微秒(us)、納秒(ns)、皮秒(ps)、飛秒(fs)等,一般指峰值高度一半時(shí)的透射峰寬度 |
重復(fù)頻率 | 指1秒內(nèi)重復(fù)發(fā)出的脈沖個(gè)數(shù),單位是赫茲(Hz) |
單脈沖能量 | 指單個(gè)脈沖攜帶的激光能量,單位是焦耳(J) |
峰值功率 | 指單個(gè)脈沖所能達(dá)到的最高功率,單位是瓦特(W) |
平均功率 | 指單位時(shí)間內(nèi)輸出的激光能量,是脈沖能量和重復(fù)頻率的乘積,單位是瓦特(W) |
光束質(zhì)量 (M2) | 又稱光束的衍射倍率因子或質(zhì)量因子,它是實(shí)際光束的束腰寬度和遠(yuǎn)場(chǎng)發(fā)散角的乘積與理想光束(基模高斯光束)的束腰寬度和遠(yuǎn)場(chǎng)發(fā)散角的乘積之比。M2值的大小反映了激光束的空間尺寸、聚焦能力和光學(xué)質(zhì)量。當(dāng)M2值越小時(shí),表示激光束的質(zhì)量越好,聚焦能力越強(qiáng),光束越集中,M2的理想值為1 |
激光光源(激光器)的種類(lèi)
激光器作為激光設(shè)備的核心部件,是加工光束產(chǎn)生的源頭,主要由工作物質(zhì)、激勵(lì)能源和光學(xué)諧振腔三個(gè)部分組成。
其中工作物質(zhì)是激光器的核心,只有能實(shí)現(xiàn)能級(jí)躍遷的物質(zhì)才能作為激光器的工作物質(zhì)。工作物質(zhì)決定了激光器能夠輻射的激光波長(zhǎng),它需要具備實(shí)現(xiàn)粒子數(shù)反轉(zhuǎn)的能力,才能讓受激輻射得以發(fā)生。
激勵(lì)能源也稱為泵浦源,其作用是給工作物質(zhì)以能量,即將原子從低能級(jí)激發(fā)到高能級(jí)的外界能量。能源類(lèi)型有光能源、熱能源、電能源、化學(xué)能源等。
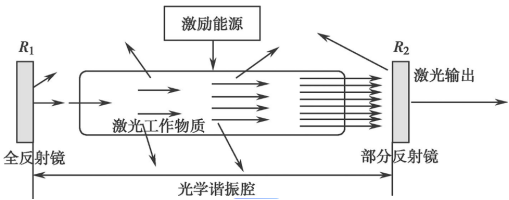
圖5-光學(xué)諧振腔作用原理(百度百科)
光學(xué)諧振腔通常由兩個(gè)相互平行的反射鏡組成,其中一個(gè)反射率接近100%,另一個(gè)則為部分反射,使得光子在腔內(nèi)往復(fù)振蕩,不斷引起受激輻射,最終形成激光輸出。主要有三個(gè)作用,使工作物質(zhì)的受激輻射連續(xù)進(jìn)行;不斷給光子加速;限制激光輸出的方向。
根據(jù)工作物質(zhì)的物態(tài),激光器的種類(lèi)大體可分為:
激光器種類(lèi) | 工作物質(zhì) |
固體激光器 | 金屬離子摻雜晶體(Nd:YAG、Nd:YVO4) |
氣體激光器 | 氦氖、二氧化碳、氮?dú)狻rF、XeF等 |
液體激光器 | 有機(jī)熒光染料溶液、含稀土金屬離子的無(wú)機(jī)化合物溶液 |
半導(dǎo)體激光器 | 砷化鎵(GaAs)、硫化鎘(CdS)、磷化銦(InP)等 |
自由電子激光器 | 在空間周期變化磁場(chǎng)中高速運(yùn)動(dòng)的定向自由電子束 |
就作業(yè)效果而言,使用相同波長(zhǎng)相同功率的激光器,其脈寬越窄,峰值功率越高,加工效果就會(huì)越精細(xì)。激光器的能量換算遵循以下公式:
公式:峰值功率(MW)= 脈沖能量(E)÷脈沖寬度(s)
例如,使用相同功率的355nm波長(zhǎng)激光器對(duì)0.1mm厚度的不銹鋼薄片進(jìn)行鉆孔。左圖是使用脈寬為3.3ns的激光器作業(yè)效果,右圖是使用200fs的激光器作業(yè)效果;對(duì)比可以看出,飛秒激光器的鉆孔作業(yè)效果明顯要好于納秒,使用飛秒激光器的孔邊界更清晰,熱影響更小,基本沒(méi)有熔渣。
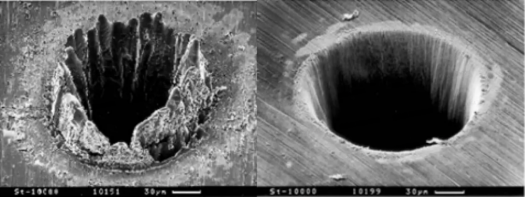
圖6-納秒激光鉆孔&飛秒激光鉆孔(金屬加工微信公眾號(hào))
玻璃激光切割技術(shù)的原理
大體上可以分為熔融切割法和裂紋控制法。
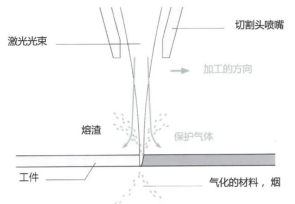
熔融切割法:利用玻璃的延展性和塑性,通過(guò)使用高能量的激光束照射到玻璃表面(一般為CO2激光束),利用高溫使玻璃融斷,同時(shí)氣流吹走熔融的玻璃碎屑,產(chǎn)生一道溝槽,并利用輔助的機(jī)械裝置沿著溝槽把玻璃掰斷,實(shí)現(xiàn)玻璃的切割分離。

![]()
圖7-熔融法切割原理(《The laser as a tool》)
裂紋控制法:在玻璃切割行業(yè)更為普遍,根據(jù)使用光束的不同,有不同的細(xì)分。比如,使用貝塞爾激光束切割+CO2裂片的工藝路線,其加工過(guò)程分兩步:① 制造微裂紋產(chǎn)生;② 引導(dǎo)微裂紋擴(kuò)展。加工作業(yè)時(shí),先使用具有超高功率密度的貝塞爾激光束,應(yīng)用材料高溫氣化原理,使玻璃內(nèi)部產(chǎn)生縱向納米通孔,再結(jié)合玻璃自身的硬脆特性,相鄰?fù)组g會(huì)自發(fā)延展出裂紋,形成表層橫向聯(lián)通裂紋;再使用非接觸式10.6um波長(zhǎng)的CO2激光,應(yīng)用玻璃對(duì)此波長(zhǎng)光超高的表吸收特性,控制CO2激光束沿貝塞爾激光束產(chǎn)生的通孔軌跡掃描,使玻璃表層溫度急速升高,產(chǎn)生“熱漲”,以增加表層橫向聯(lián)通裂紋處的應(yīng)力,從而引導(dǎo)表層橫向聯(lián)通裂紋縱向延展,直至玻璃斷裂分離。
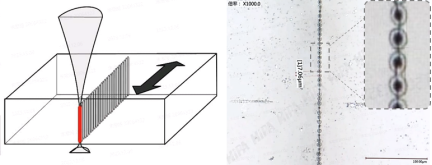
圖8-表層橫向聯(lián)通裂紋圖
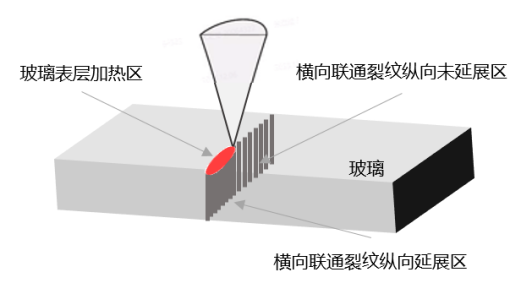
圖9-CO2玻璃裂片原理圖
通過(guò)熔融切割法和裂紋控制法切割出來(lái)的玻璃產(chǎn)品的主要區(qū)別之一在于截面粗糙度。熔融切割出來(lái)的玻璃產(chǎn)品,截面呈琉璃狀,整體表現(xiàn)為亮面,粗糙度值<100nm;反觀,通過(guò)裂紋控制,使用貝塞爾激光束切割出的玻璃產(chǎn)品,因?yàn)榻孛娓男愿鼜氐祝植诙戎担?00nm,整體表現(xiàn)為磨砂面。

圖10-熔融法切割玻璃截面(羅悉激光公眾號(hào))
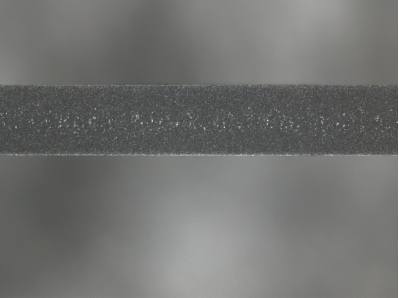
圖11-裂紋控制法切割玻璃截面(貝塞爾)
玻璃激光切割技術(shù)的優(yōu)勢(shì)
相較于傳統(tǒng)的金剛石刀輪、砂輪,玻璃激光切割技術(shù)的優(yōu)勢(shì)總結(jié)如下:
項(xiàng)目 | 激光切割 | 傳統(tǒng)切割 |
加工速度 | 快,不受材料硬度影響 | 慢,受材料硬度影響 |
加工精度 | 高,聚焦后的光束非常細(xì) | 中等,工具磨損會(huì)影響精度 |
加工方式 | 非接觸式加工,無(wú)機(jī)械應(yīng)力 | 接觸式加工,會(huì)產(chǎn)生機(jī)械應(yīng)力 |
邊緣質(zhì)量 | 邊緣平滑、無(wú)裂紋、且崩邊尺寸可控 | 粗糙、存在微裂紋,需要后續(xù)研磨 |
殘余應(yīng)力 | 較小,切割邊緣強(qiáng)度高 | 較大,可能導(dǎo)致邊緣易碎裂 |
異形切割 | 支持,可精確切割復(fù)雜異形 | 有限,僅支持大R角的曲線 |
加工效率 | 高,自動(dòng)化程度非常高 | 中等,多為半自動(dòng)機(jī)臺(tái) |
技術(shù)展望
隨著消費(fèi)者市場(chǎng)對(duì)高精密玻璃產(chǎn)品需求的日益增長(zhǎng),尤其是在AR智能眼鏡等新興消費(fèi)電子領(lǐng)域,激光切割技術(shù)憑借其無(wú)與倫比的精度和再現(xiàn)性,成為了滿足這些需求的理想解決方案。
另一方面,隨著AR、VR智能設(shè)備等的不斷發(fā)展與市場(chǎng)落地,廠家對(duì)所用光學(xué)玻璃的成型切割與一致性方面的要求越來(lái)越高,不僅要求切割邊緣光滑,切割品質(zhì)均衡,良品率高,還要求不能破壞光學(xué)玻璃表面的鍍膜。
在未來(lái),相信激光切割技術(shù)會(huì)越來(lái)越成熟,讓更多的企業(yè)和消費(fèi)者受益于激光切割技術(shù)的快速發(fā)展。
轉(zhuǎn)載請(qǐng)注明出處。

 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀
























 關(guān)注我們
關(guān)注我們

