






自20世紀80年代以來,處理大型膠片的工業市場出現了巨大的變化,幾乎完全被激光器和數字處理所取代。從那時起,在印刷行業中,雕刻網版常用的技術是使用RF激勵CO2激光器,功率高達1kW,可以根據雕刻的圖案來調整功率(圖1)。
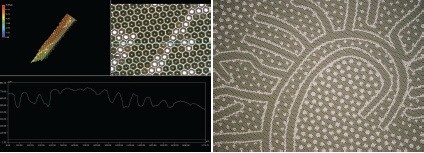

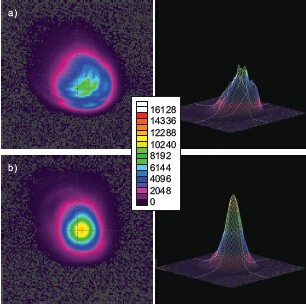
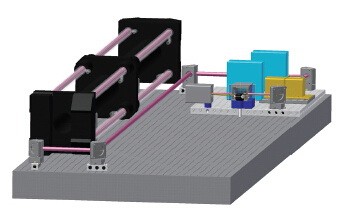
圖1:激光雕刻網版,在被雕刻的地方,印刷的顏色會從網孔中通過。
網孔被薄的聚合物層所覆蓋,用調制的激光光束雕刻這一層,在被雕刻的地方將會打開網孔中的洞。這是一種非常有效的生產印刷版和滾筒的方法,特別是涉及到大批量印刷時。幾乎所有用于紡織品、地毯、壁紙和紙幣的一些功能的印刷都能使用這種技術。
對CO2激光器的直接調制受限于10kHz左右,主要是由于亞穩態氮,這是激光氣體混合物的一個主要部分。當前在管和罐的印刷中使用的技術要求有更高的脈沖頻率,大約幾百千赫。這主要是由于更高的分辨率所要求,而不是由于材料的真實3D結構所要求。雕刻網孔基本上是一個2D過程,而雕刻印刷版和聚合物或橡膠滾筒是一個具有復雜結構的3D雕刻過程。每個直接雕刻的結構都需要堅實的底座以在印刷過程中保持穩定,它們可能在頂部有著復雜的幾何形狀,例如一個輪廓清晰的圖案和用來補償網點擴大的咬邊。
未來,高防偽印刷(紙幣、安全文件、護照等,如圖2)將需要至少500kHz或更高的頻率,同時業界現在想在包裝設計中實現照相效果般的印刷,這也需要類似的性能。
圖2:用激光雕刻印刷紙幣用的滾筒
相比直接調制RF激光的放電,聲光調制器(AOMs)可以用調制頻率快得多的方法來控制激光光束。但是聲光調制器由于在鍺晶體的吸收及其損傷閾值而受到限制。為了獲得最好的輸出結果,必須精心設計聲光調制器、激光源和光束路徑。
對所有先進的激光器進行測試,特別是它們的脈沖行為、功率穩定性、指向穩定性和模式。上升和下降時間決定脈沖行為,因此也決定著雕刻速度。混合氣體中的氮會降低脈沖頻率至10kHz左右。這對于過去的很多應用已經足夠,但對于未來的需求來說是不夠的。典型的激光功率和時間關系圖顯示出±5~10%的偏差值。
這絕對不適合控制3D雕刻材料。被測試的各種激光器的激光指向穩定性出奇的好,這對于聲光調制器的使用(對入射角非常敏感)將起著直接的影響。
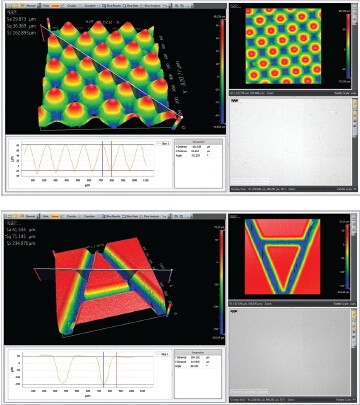
在接近聲光調制器的功率極限時,鍺晶體對不良的激光場模式非常敏感。熱點會導致出射光束變形并很容易破壞晶現出不良的激光模式。通常情況下,輸出耦合器和聲光調制器之間的距離應該在2m左右或更多,這樣會有更好的激光場模式(圖3)。
圖3:全功率的CO2 激光器分別在1m的距離(a)和6m(b)的距離,左邊是2D圖,右邊是3D圖。
有時這難以實現,尤其是在緊湊型的雕刻設備中。
新的CO2激光器項目
明智的選擇是在經典的折疊CO2激光器的諧振腔結構中使用現代的材料(像碳纖維),這樣能實現高穩定的諧振腔和接近完美的光束模式。碳纖維管的熱膨脹系數非常小(小于1μm每米和開爾文),尤其是設計得很好時,例如用加強有限元計算方法(FEM)來優化熱力學行為的設計。
光束路徑優化。定制的碳纖維光學元件用于實現激光諧振腔的高精度,以及設置聲光調制器和紅外(IR)照相機(PyroCams)的光束路徑,這樣能在線可視化光束模式。在聲光調制器的前面和后面放置的兩個PyroCams紅外照相機(圖4)能精確地測量鍺晶體的影響(特別是變形)。
圖4:碳纖維CO2 激光器,在聲光調制器的前面(藍色)和后面(黃色)有兩個紅外照相機。
六軸。鍺晶體聲光調制器能提供較好的性能,能達到甚至超過600W CO2激光器的功率,前提是激光光束模式接近高斯形狀。如果功率太高,尤其是如果在晶體表面出現熱點,就會很容易損壞。
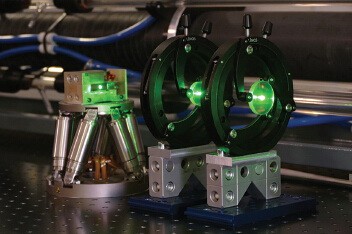


優化聲光調制器意味著,將激光光束進行整形以在小的光斑和仍適合這種晶體的強度之間達到平衡。光斑越小,脈沖頻率就越高。必須在橫向和旋轉方向進行優化,這將會起到很大的作用,除非兩個平移運動和三個旋轉運動的樞軸點可以轉移到晶體表面的入射光束的質心。六軸以一種完美的方式實現了此功能,并允許在十分之幾納米范圍內進行運動。圖5展示了有六軸和可快速更換鏡片的碳纖維CO2激光器的中央諧振腔。在光束路徑上亮起了綠色的激光指示光束以進行預校準。
圖5:CO2 激光器有著碳纖維諧振器和能優化位于其上的聲光調制器的六軸。
實驗證明了聲光調制器移位和傾斜的較大公差,以及對光束模式的高敏感性。不良的模式會即刻導致光束的嚴重變形,可以通過將聲光調制器之后的PyroCam得到的結果和前一個結果進行比較來檢測這一變形。
不用任何閉環調節就讓功率穩定性提高了10倍。這對于高精度應用是一個良好的基礎。甚至直接用于聲光調制器和諧振腔溫度調節裝置的熱電冷卻也提高了穩定性。
應用
對激光源進行優化后,功率穩定性得到提高(小于±1%),并且光束模式接近完美的高斯形狀,因此將能獲得非常精確和高可重復性的雕刻結果(圖6)。
圖6:高精度和高可重復性的激光雕刻。
性能越好,就能服務于更多的應用,尤其是高速激光雕刻滾筒,后者可以用于汽車行業高品質儀表板的浮雕、生產人造皮革和前面提到的高防偽印刷應用。目前正在進行的研究圍繞著優化光束形狀以獲得更快的脈沖。而且,將激光信號的全閉環控制進行優化,并發展到可以進行工業化應用,以確保得到受信任的脈沖。那么,有哪些應用呢?
罐。只要看看罐的年產量已經超過14億(這只是在德國!),我們就能了解罐業對飲料市場的巨大影響了。所有主要的產量上億的罐生產商都已經改變了他們的設計,即從膠片曝光轉變到高速激光雕刻印刷版。這使他們能在不到一天時間內進行新的設計,包括從構思到準備印刷干式膠印版。另一方面,高分辨率的直接雕刻和3D結構干式膠印版能在罐上實現照片效果的印刷,不久的將來我們將會在全世界的商店里看到它。通常情況下使用四個版(CMYK四色)和一些附加的專色。每分鐘3000個罐的生產和在線多色印刷令人嘆為觀止,約10μm的雕刻結構能實現最精細的細節,特別是當它輕觸印版時(印版上的精細結構平穩地與罐接觸來印刷淺色的區域)。用雕刻來實現浮雕滾筒的壓入結構是這個行業的一個趨勢。另一個令人驚奇的趨勢是酒從罐裝到瓶裝的轉變。
三大制罐生產商(Rexam、Bal lPackaging和Crown)的營業額加在一起比整個激光行業都要多;我們可以盡情想象激光雕刻應用對這個消費性行業中的一個分支將帶來的巨大影響(圖7)。
圖7:罐生產行業達到了數億的級別。
到目前為止罐并不是食品和飲料工業中的唯一應用。看看酸奶杯或它的蓋子,很有可能上面的高分辨率印刷就是用激光來實現的。
汽車行業的應用。在汽車行業使用激光可以追溯到早期。眾所周知,許多儀表板元素的日/夜亮度變化設計就是一個常見的激光應用。當前的潮流是將復雜的仿真動物圖案應用在儀表板上(通常是掃描真正的皮,再借助復雜的算法來實現接近完美的非重復性的外觀)。每個汽車制造商都有獨特的設計,甚至汽車公司對于每種系列的汽車都有非常典型的對應這種類型汽車的設計,無論是SUV還是跑車。除了合成革儀表板,其他應用包括車門鑲件用織物以及和座位相關的應用都獲得了額外的關注(圖8)。
圖8:儀表板上的合成革。
前景
如今,直接激光雕刻在分辨率和生產率方面有一定限制。將聲光調制器和CO2激光器結合,當前的激光功率的限制約為600W,這種情況下印刷版或滾筒(3D深度為500μm)的生產速度約為每小時1m2,這足以適用許多應用,但是業界的要求并不僅止于此。在不久的將來會有更大的進步(例如多光束)。當年美好的膠片材料將退休,激光將徹底取而代之。
對合成革材料和浮雕的研究結果,都將在日常生活中的很多產品上呈現(袋、錢包),每時每刻我們都可能與激光雕刻技術產生聯系。想象一下當你打開一瓶礦泉水,瓶標可能就是用高速的激光雕刻印刷版來印刷的。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

