






直接半導體激光器由光纖耦合半導體激光器模塊、合束器件、激光傳能光纜、電源系統、控制系統及機械結構等構成,在電源系統和控制系統的驅動和監控下實現激光輸出。
相比光纖激光器,直接半導體激光器能量更均勻,光斑更接近平頂分布而不是光纖激光器的高斯分布(圖1)。在實際焊接應用中得到的效果比傳統激光器更加優越。
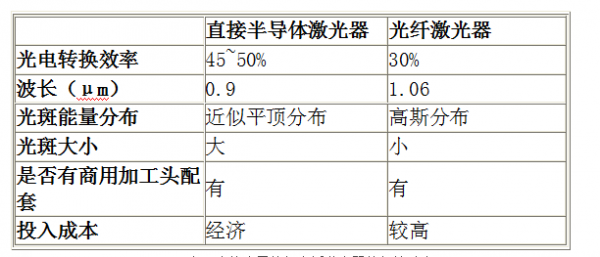
表1 直接半導體與光纖激光器的參數對比
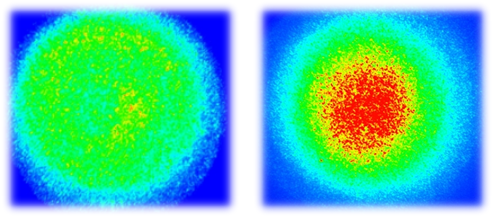
圖1 直接半導體(左)與光纖激光器(右)光斑對比圖
焊縫表面形態和焊縫橫截面形貌
采用凱普林半導體激光焊接低碳鋼和不銹鋼,當激光功率為 2 kW,焊接速度為 0.2 m/min 時,典型的焊縫表面形態如圖 2 所示,半導體激光焊接低碳鋼時,表面較不銹鋼的焊縫形貌更寬,魚鱗紋更明顯。另外,焊縫更寬,熱影響區更大。
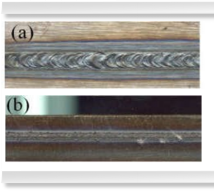
圖2 半導體激光焊接低碳鋼和不銹鋼焊縫表面
注:(a)低碳鋼, (b)不銹鋼
半導體激光焊接低碳鋼和不銹鋼,當激光功率為 2 kW,焊接速度為 0.2 m/min 時,典型的焊縫橫截面形貌形態如圖 3 所示。可見半導體激光焊接低碳鋼及不銹鋼的焊縫橫截面均不同于傳統的“釘子頭”形形貌,為典型的“U”形焊縫橫截面形貌。另外,不銹鋼焊縫橫截面相較于低碳鋼更細長,熔寬明顯更窄、熔深略微較深。
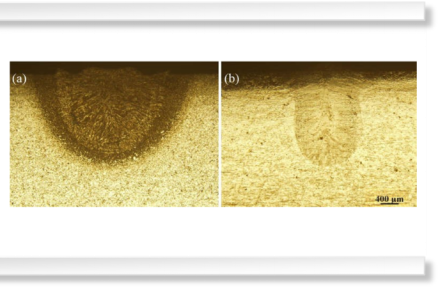
圖3 半導體激光焊接低碳鋼和不銹鋼焊縫橫截面
注:(a)低碳鋼, (b)不銹鋼
不同功率下焊縫橫截面形貌
采用凱普林半導體激光器、焊接頭75-145145、離焦量0,在不同功率下焊縫橫截面形貌不同。隨著功率的增加,焊縫的深度在增加,同時,激光器功率增加也會造成熔寬的增加。
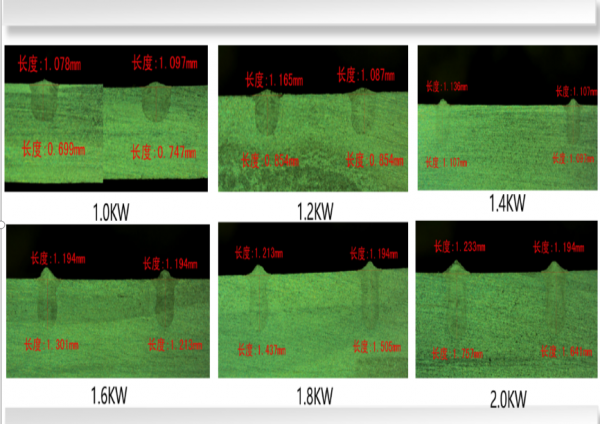
圖4 不同功率下的橫截面圖。
焊接速度與熔深、熔寬之間的對應關系
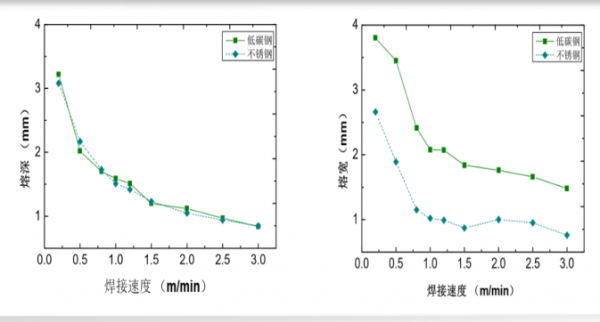
圖5 熔深熔寬對隨焊接速度的變化
半導體激光焊接低碳鋼和不銹鋼焊縫熔深隨焊接速度的變化規律如圖 5 左所示。可見該激光焊接兩種材料的熔深大體相當,均隨著焊接速度的提高而減小。當焊接速度為 0.2 m/min 時,焊接熔深可達 3.2 mm;當焊接速度為 3 m/min 時,焊接熔深可達 1 mm。
半導體激光焊接低碳鋼和不銹鋼熔寬隨焊接速度的變化規律如圖 5右 所示。該激光焊接兩種材料的熔寬總體趨勢大體相當,均隨著焊接速度的提高而減小。但相同速度下,焊接低碳鋼的熔寬明顯大于不銹鋼。當焊接速度為 0.2 m/min 時,低碳鋼熔寬可達 3.88 mm,而不銹鋼熔寬僅為 2.78 mm;當焊接速度為 3 m/min 時,低碳鋼熔寬可達1.6 mm,而不銹鋼熔寬僅為 1 mm。
激光功率與熔深、熔寬之間的對應關系
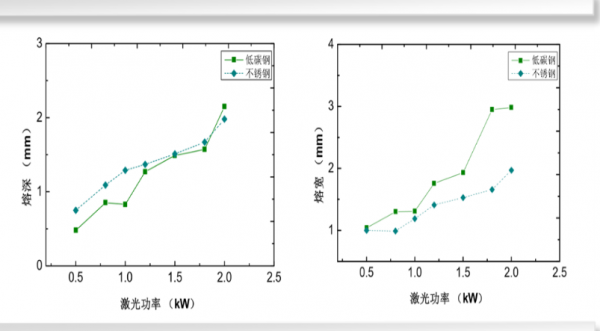
圖6 熔深熔寬對隨功率的變化
固定焊接速度為 0.5 m/min,半導體激光焊接低碳鋼和不銹鋼焊縫熔深熔寬隨激光功率的變化規律如圖 6 所示。可見隨著激光功率的增加,該激光焊接兩種材料的熔深也大體相當,均隨著激光功率的增加而增加。當焊接速度為 0.5 kW 時,焊接熔深約為 0.7 mm;當激光功率為 2 kW 時,焊接熔深可達 2 mm。
該激光焊接兩種材料的熔寬總體趨勢大體相當,均隨著焊接速度的提高而減小。但相同速度下,焊接低碳鋼的熔寬明顯大于不銹鋼。這與固定激光功率,變化焊接速度的規律是一致的。由于焊縫上表面激光能量輸入大,冷卻速度相對較慢,焊縫橫截面呈典型的上寬下窄的形貌。其中低碳鋼的熱導率明顯大于不銹鋼,這可能是兩種材料熔寬差異較大的原因。
穿透焊焊縫橫截面
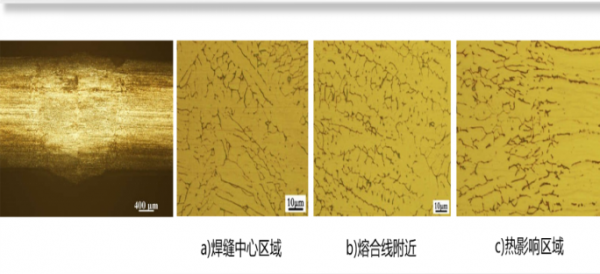
圖7 焊縫橫截面
采用凱普林半導體激光焊接 1.5 mm 厚度的不銹鋼,當激光功率為 2 kW 時,焊接速度低于 0.8 m/min 均能夠焊透板材;當焊接速度為 0.5 m/min 時,激光功率高于 1.8 kW 均可焊穿板材。典型的焊縫橫截面如圖7 所示。
針對激光功率 2 kW、焊接速度為 0.5 m/min 獲得焊縫橫截面繼續拋光輻射,并放大 50 倍,測量焊接接頭的焊縫中心區域、熔合線和熱影響區組成,結果如圖7所示。可以觀察到焊縫中心主要以骨架狀等軸晶組織為主,偏離焊縫中心的熔合線附近為垂直于熔池邊界向焊縫中心生長的柱狀晶組織,由于焊接熱影響,熱影響區晶粒發生回復和再結晶,形成晶粒尺寸略大的沿軋制方向的晶粒組織。造成焊縫不同區域組織的差異主要與凝固過程中的溫度梯度大小有關,在焊縫中心區域由于冷卻速度較快,熔池中心溫度梯度小,因此形成細小的等軸枝晶組織,而越靠近熔合線附近,溫度梯度越大,晶粒沿與熔合線方向垂直向焊縫中心生長,形成略微粗大的柱狀晶組織。
接頭顯微硬度分布
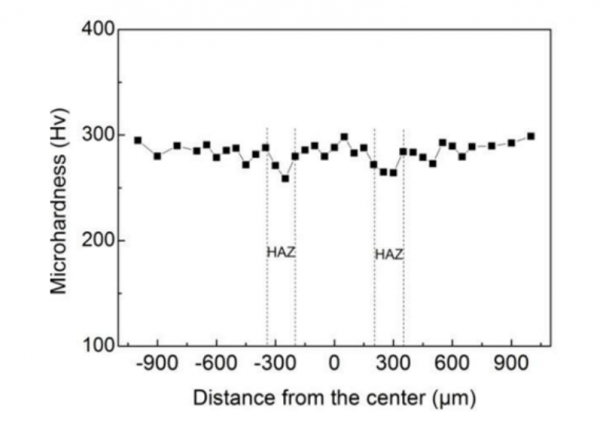
圖8 顯微硬度分布
圖8為上述激光焊接橫截面中心區域的顯微硬度分布。可見母材的平均顯微硬度約為 280 HV,焊縫中心的平均顯微硬度約為 286 HV,焊縫區域的顯微硬度略高于母材的顯微硬度,熱影響區平均顯微硬度最低,約為 269 HV。焊縫的顯微硬度并沒有顯著的差異,其接頭沒有出現明顯的軟化現象。
拉伸試驗
圖 9左 為母材和穿透焊接焊縫拉伸形貌。可見拉伸樣品斷于母材,與焊接速度無關。即焊縫的抗拉強度與母材的抗拉強度相當。試樣的抗拉強度最大為 869Mpa,延伸率為 21.83%。
在掃描電鏡下觀察拉伸樣品的斷口形貌,如圖 9右所示。可發現斷口由許多細小的韌窩結構,為典型的韌性斷裂。
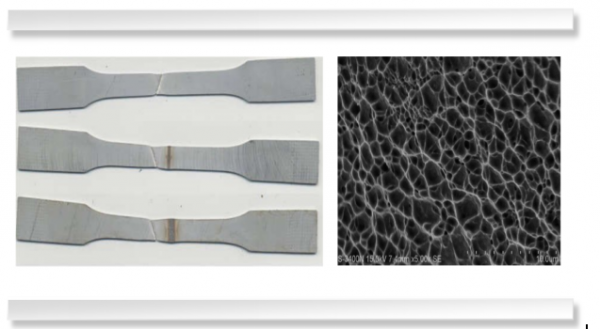
圖9 穿透焊縫拉伸形貌與樣品斷口形貌
焊接速度和效果

使用220μm的高亮度半導體激光器,比上代產品的焊接速度可提升75%。

圖10 1mm不銹鋼板的焊接效果@1000W-220μm
凱普林高亮度激光器是凱普林推出的一款KW級產品,基于凱普林直接半導體系統升級改版,體積更小、重量更輕。實現220μm輸出1000W,內部集成指示光,采用QBH輸出,可與商用鏡頭匹配。配備完善的驅動控制系統,并且具有人性化的操控性能。光束呈平頂分布、光束能量分布均勻,適用于熔覆、釬焊以及表面熱處理等應用。該產品曾在今年被評為“維科杯”最佳激光器技術創新獎。
北京凱普林光電科技股份有限公司成立于2003年,一直致力于研發、設計和制造性價比最優的激光器件。15年來,不斷的技術積累和創新,持之以恒的生產工藝改進,對更高產品質量標準的追求,使凱普林光電在直接制版印刷(CTP)、激光泵源、激光醫療、照明、科研等多個領域得到國內外用戶一致認可,成為了激光器領域的領導者。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

