






1949年10月1日天安門城樓上毛主席以他特有的雄渾聲音宣告了共和國的誕生,到2019年,共和國即將迎來70華誕。
這七十年,改天動地,也驚天動地。在接下來的歲月里,風云激蕩的世界將看到中國在“高端制造”領域的不斷突破。高亮度光纖激光器是高端制造領域的核心技術;大科激光銳意創新,努力研發世界一流的光纖激光器產品。為了致敬祖國七十華誕,大科人利用自己的第一代核心優勢產品——最亮的2000瓦單模光纖激光器,創作了激光工藝作品《奮進“70”年》。

圖1 奮進“70”年
作品以慶祝祖國70華誕為主題,用代表性的建筑——天安門城樓為主景,后排在紅旗簇擁之中的“70”字樣特別突出,代表祖國從1949~2019的70年奮進歷程。作品以習總書記提出的“不忘初心,牢記使命”和“繼往開來、勇往直前”主題教育字樣作為支撐,兩側有大科激光標識。作品以臺階的方式呈現,給人以鮮明的層次感,寓示著祖國不斷向上發展,代表了大科人對祖國生日最誠摯的祝福。
整個作品由紫銅、黃銅和6061鋁合金三種高反材料組成,運用了激光切割、激光焊接和激光打標三大工藝。銅、鋁及其合金等高導熱系數、高電導率材料的激光加工工藝一直是激光加工領域的技術瓶頸,這些材料具有在固態下對激光的吸收率特別低、但熔化后其吸收率會大大增加的特性。要對這些高反射材料實施激光加工,相應的激光器應該具備以下兩個特性:(1)優秀的抗高反能力;(2)出色的光束質量。大科第一代核心優勢產品2kW單模抗高反連續光纖激光器DK-YSM2000AR,光束質量因子M2小于1.2,接近衍射極限,采用多重措施處理工件的反射光,在高反材料的切割、焊接方面具有無與倫比的優勢。

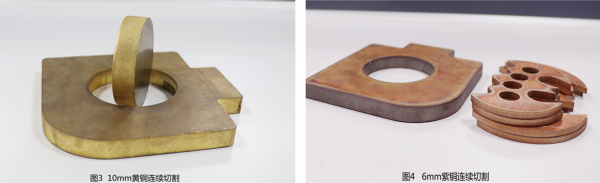
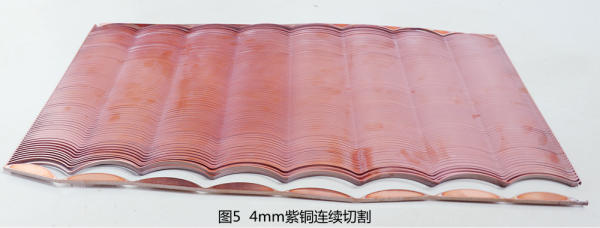
由于紫銅具有良好的導熱性,在切割過程中材料的邊緣會產生嚴重的熱影響區。為了減少切割的熱影響痕跡,通常會采用空氣進行切割,但其切割效率低且切割斷面粗糙。為了解決紫銅的切割質量和效率問題大科激光改用氧氣切割,不僅切割效率提升了200%,而且切割斷面光滑;同時,通過改變激光器的出光模式,可以明顯的減少切割邊緣的熱影響區。目前,大科激光2kW抗高反型單模單諧振腔光纖激光器可以實現不銹鋼、鋁合金、黃銅的最大切割厚度為10mm,紫銅的最大切割厚度為6 mm,也是唯一能實現4mm紫銅連續長時間無報警高質量切割,切割邊緣無明顯熱影響痕跡的激光器。DK-YSM2000AR單模抗高反連續光纖激光器可兼顧薄板的高速切割與中厚板的亮面切割,實測薄板切割能力明顯優于3000W多模產品,并可實現長時間無誤警連續切割高反射金屬材料。
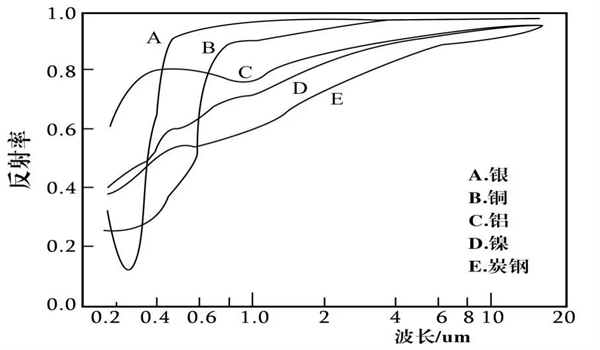
紫銅在焊接過程中產生的高反光強度比切割更嚴重,有研究表明常溫下紫銅對1064nm波段的激光吸收率只有4%,波長越短其吸收率越高(如圖6),目前市場上最具有優勢的為波長532nm的綠光激光器,但這種類型的激光器由于技術和價格等方面的原因,使得其在工業領域還未得到有效的應用。
另一方面,研究發現當焊接小孔形成以后,紫銅對紅外光(1μm波段)吸收率可達到60%以上。研究者發現,在使用大功率多模激光器焊接紫銅時存在穩定性差、飛濺大、氣孔傾向大、成形差等問題,這主要是由于紫銅的高反射、高導熱、吸氫性等原因造成的,所以紫銅焊接時一般使用的是高功率、高速度的工藝,3mm的紫銅焊接需要的多模光纖激光器功率高達10KW,這也意味著設備的造價顯著增加。
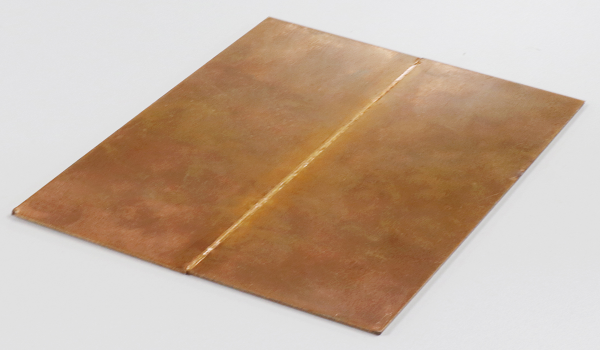
使用大科激光2kW抗高反型單模單諧振腔光纖激光器,搭載目前市場上成熟的擺動焊接頭,可以有效的避免以上工藝難題。實驗表明:DK-YSM2000AR單模抗高反連續光纖激光器可以對2mm的紫銅進行高質量的拼焊(如圖7),同時可根據不同熔深要求對焊接速度進行相應的調整,且不影響焊縫質量。相同條件下DK-YSM2000AR單模抗高反連續光纖激光器的功率密度是同功率普通光纖激光器的16倍,這也意味著使用DK-YSM2000AR單模抗高反連續光纖激光器進行紫銅焊接時更容易形成穩定的小孔,使得功率閾值更低,焊接工藝窗口更寬。
黃銅由于鋅含量高,激光焊接時鋅元素的蒸發燒損,易造成氣孔、焊縫凹陷及焊縫焊接過程不穩定等缺陷(如圖8)。

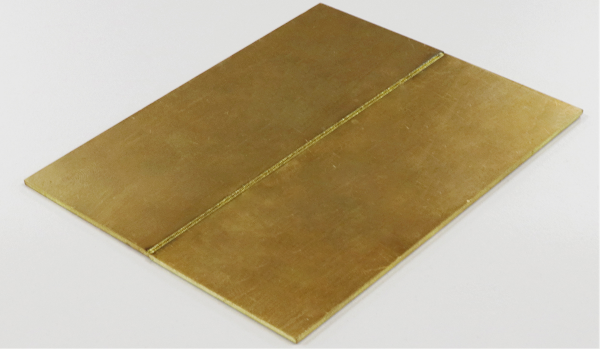
圖9黃銅焊接效果圖
使用DK-YSM2000AR單模抗高反連續光纖激光器搭載擺動焊接頭,通過調整焊接功率和擺動參數等工藝條件,可以有效的避免焊接過程中的氣孔、飛濺等問題(如圖9),實現黃銅的近無缺陷焊接。實驗表明,DK-YSM2000AR單模抗高反連續光纖激光器焊接黃銅的最大深度可達4mm,焊接質量和工藝窗口遠高于傳統的多模光纖激光器。(作者:應用部總監 彭和思)
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

