






安徽工業(yè)大學(xué)材料科學(xué)與工程學(xué)院 王明輝 洪永昌
摘 要:本文利用金相顯微鏡(OM)、掃描電鏡(SEM)和X射線衍射儀(XRD),研究了Ni基合金火焰噴焊層經(jīng)激光重熔及不同溫度時效處理后的金相組織,并進(jìn)行了顯微硬度和耐磨性的測定。試驗結(jié)果表明,原始噴焊層主要由γ-(Fe,Ni)固溶體和Cr7C3、CrB、Cr5B3、Cr3C2、Fe3B等硬質(zhì)相組成,經(jīng)激光重熔后,噴焊層組織為細(xì)小的樹枝晶及枝晶間分布的共晶組織,使得表面硬度和耐磨性得到很大提高;重熔噴焊層隨后經(jīng)不同溫度時效處理后,其組織中不但二次枝晶出現(xiàn)斷開現(xiàn)象,硬質(zhì)相組成發(fā)生了改變,而且表面硬度和耐磨性得到進(jìn)一步的提高。相比較而言,重熔噴焊層經(jīng)600℃時效處理6h后,表面硬度和耐磨性最好。
關(guān)鍵詞:激光重熔;時效處理;Ni基合金;火焰噴焊層
前 言
熱噴焊技術(shù)因其操作簡單適用性強等特點在表面工程領(lǐng)域有著廣泛的應(yīng)用,但是由于熱噴焊技術(shù)本身的限制,使得熱噴焊層存在著成分不均勻、組織粗大以及氣孔、空穴等缺陷,這些缺陷嚴(yán)重制約了熱噴焊層的使用性能。如何提高熱噴焊層的質(zhì)量,最大限度的發(fā)揮熱噴焊層的潛力一直是人們研究的熱點[1-3]。
激光具有能量密度高,熱源集中, 可實現(xiàn)對工件的快速加熱和快速冷卻等特點,將激光技術(shù)應(yīng)用到表面工程領(lǐng)域,利用激光重熔來改善熱噴焊層的性能提高熱噴焊層的質(zhì)量是一種新的嘗試[4-6]。熱噴焊層經(jīng)高能激光束重熔處理后不但可以細(xì)化組織,消除缺陷,而且使得熱噴焊層的性能得到很大提高[7]。
本文以Ni基合金熱噴焊層為研究對象,對其表面進(jìn)行激光掃描重熔處理,研究重熔噴焊層的組織和性能變化規(guī)律;同時,進(jìn)一步對重熔噴焊層進(jìn)行不同工藝條件下的時效處理,重點研究時效溫度對重熔噴焊層組織和性能的影響規(guī)律,為進(jìn)一步復(fù)合增強熱噴焊層的良好使用性能提供理論和試驗依據(jù)。
1 試驗材料和方法
1.1 試驗材料
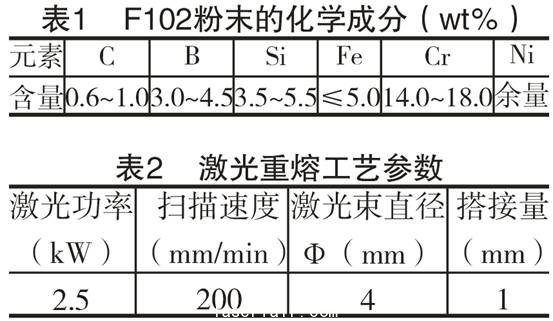
基材選用馬鋼生產(chǎn)的Q345鋼,尺寸為200mm×30mm×8mm。熱噴焊材料選用上海生產(chǎn)的牌號F102的Ni基自熔性合金粉末,粉末粒度≤150目,其化學(xué)成分如表1所示。
點擊此處查看全部新聞圖片
1.2 試驗方法
將基材表面打磨除銹并清理干凈后,采用QH-4/h型氧乙炔火焰噴焊槍將Ni粉末噴焊到基材上。火焰噴焊時氧氣的壓力為4.3MPa,乙炔氣的壓力為0.09MPa,獲得厚度約為2mm的Ni基合金噴焊層;采用TJ-HL-T5000型橫流CO2激光器對噴焊層表面進(jìn)行激光掃描重熔處理,掃描過程采用Ar氣作為保護(hù)氣體,激光重熔的工藝參數(shù)如表2所示。激光重熔前在噴焊層表面涂上墨汁進(jìn)行黑化處理并將試板在熱處理爐中200℃預(yù)熱2h,重熔后再次在200℃下保溫2h進(jìn)行去應(yīng)力處理。最后根據(jù)需要采用線切割的方法,將激光重熔后試板切割成尺寸分別為30mm×7.5mm ×8mm磨損試樣和15mm×10mm×8mm 金相試樣。
采用SXR-5-12型箱式自動控溫電阻爐對金相試樣,分別在400℃、450 ℃、500℃、550℃、600℃、650℃、700℃下進(jìn)行6h時效處理。將各處理態(tài)噴焊層試樣制成金相試樣,采用配制王水進(jìn)行適當(dāng)腐蝕,隨后在ZEISS A-xiovert-40型光學(xué)金相顯微鏡和JEOL JSM -6490LV型掃描電鏡下進(jìn)行觀察分析并拍照;采用Bruker-08A型X射線衍射儀對原始噴焊層和重熔時效態(tài)噴焊層表面進(jìn)行物相分析。
采用HV-1000型顯微維氏硬度計分別測量原始噴焊態(tài)、重熔噴焊態(tài)以及重熔時效態(tài)表面顯微硬度。同時將各種處理態(tài)和經(jīng)時效處理后獲得最高硬度的噴焊層試樣,制成標(biāo)準(zhǔn)磨損試樣后,在MM-200摩擦磨損試驗機上進(jìn)行滑動磨損試驗。試驗機轉(zhuǎn)速為400r /min,加載力為196N,磨損過程中每隔30s滴幾滴乳化液進(jìn)行冷卻。磨損試驗正式開始前首先對試樣預(yù)磨5min,之后用丙酮清洗除油,再用酒精清洗, 吹干后采用感量為0.1mg的FA-2004N型的電子天平進(jìn)行稱重,作為原始重量。正式磨損試驗每個試樣磨3次,每次磨20min,記錄每次磨損后試樣的重量,取3次磨損的總失重量來評定試樣耐磨性的好壞。
2 試驗結(jié)果與分析
2.1 激光重熔對噴焊層表面硬度的影響
圖1為Ni基合金原始噴焊層和重熔噴焊層表面硬度比較。可以看出,原始噴焊層經(jīng)激光重熔處理后表面平均硬度值有了明顯的提高,激光重熔前后噴焊層表面的平均硬度值約提高了93HV。圖2為原始噴焊層和重熔噴焊層表面硬度變化的比較。經(jīng)測定兩種噴焊層表面硬度的波動性存在較大的差別,進(jìn)一步比較可知,經(jīng)激光重熔處理后噴焊層表面硬度分布比較均勻, 而原始噴焊層表面硬度分布相對很不均勻。分析認(rèn)為,由于原始噴焊層表面形成組織較為粗大,成分不均勻以及存在一些氣孔和夾雜等缺陷是造成其表面硬度波動性較大的主要原因,然而經(jīng)激光重熔處理后,噴焊層表面組織不但得到很大改善,而且成分更加均勻,并且消除了原始噴焊層的一些缺陷,使得噴焊層的表面質(zhì)量得到很大提升。

點擊此處查看全部新聞圖片
2.2 時效處理對重熔噴焊層硬度的影響
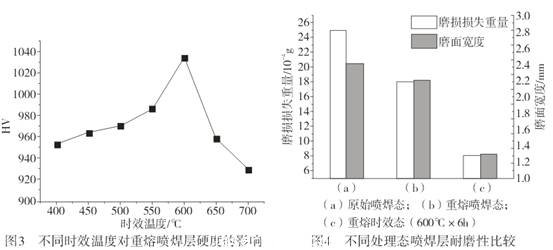
圖3為重熔噴焊層經(jīng)不同時效溫度時效6h后的表面硬度的變化曲線。經(jīng)測定比較可以看出,相同時效時間,隨著時效溫度的升高,重熔噴焊層表面硬度呈現(xiàn)先升后降的變化規(guī)律,并且當(dāng)時效溫度在600℃時重熔噴焊層的硬度值達(dá)到最高值為1035HV;隨后,隨著時效溫度的繼續(xù)升高,重熔噴焊層的硬度呈現(xiàn)快速下降趨勢,出現(xiàn)了過時效現(xiàn)象,顯然是與重熔噴焊層內(nèi)部組織發(fā)生變化有關(guān),這表明隨著時效溫度的升高,原來時效析出呈彌散分布的硬質(zhì)相發(fā)生了聚集并在長大的同時噴焊層基體發(fā)生了回復(fù)再結(jié)晶現(xiàn)象[6],是造成這種變化規(guī)律的主要原因。試驗結(jié)果表明,噴焊層經(jīng)激光重熔后,在一定溫度條件下較長時間使用后,仍能夠保持比較高的硬度。
點擊此處查看全部新聞圖片
2.3 不同處理態(tài)噴焊層的耐磨性比較 #p#分頁標(biāo)題#e#
圖4是不同處理態(tài)噴焊層的耐磨性比較。經(jīng)比較可以明顯看出,原始噴焊態(tài)的耐磨性最差,表現(xiàn)為磨損損失重量和磨面寬度都最大;重熔噴焊態(tài)的耐磨性較原始噴焊態(tài)有所提高,而經(jīng)600℃×6h時效處理后重熔噴焊態(tài)的耐磨性最好,表現(xiàn)為磨損量和磨面寬度最小。由此說明,噴焊層經(jīng)激光重熔及后續(xù)時效處理后,不但硬度得到一定程度提高,同時耐磨性也得到了提高,體現(xiàn)了復(fù)合增強的效果。
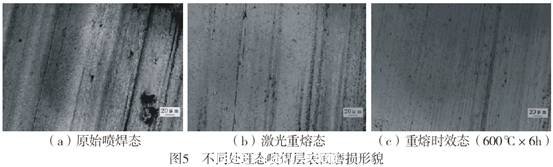
圖5所示分別為原始噴焊態(tài)、重熔噴焊態(tài)和重熔時效態(tài)表面磨損形貌比較。經(jīng)觀察分析比較可以看出,三種處理態(tài)噴焊層表面磨損形貌都具有典型的犁溝特征,由此說明其磨損機理均為磨粒磨損。進(jìn)一步觀察比較,原始噴焊層表面的磨痕表現(xiàn)為較深、較寬,磨損面局部還出現(xiàn)了剝落坑,這說明原始噴焊層的耐磨性能較差,磨損過程中噴焊層表面有較大的硬質(zhì)粒子被犁削下來,這些較大的硬質(zhì)粒子在磨損過程中充當(dāng)了較大的磨粒,造成磨損面的犁溝呈現(xiàn)為深又寬;而重熔噴焊態(tài)表面,由于激光的特點,使得噴焊層表面組織得到極大細(xì)化,由此在磨損過程中被犁削下來的顆粒很細(xì)小,另一方面,共晶組織中的硼化物、碳化物等彌散分布在先形成的細(xì)小樹枝晶枝晶間,磨損過程可以增大犁削的阻力,因此表現(xiàn)為重熔噴焊態(tài)表面的磨痕細(xì)而淺;然而經(jīng)適當(dāng)時效處理后的重熔噴焊態(tài),由于溫度和時間的作用,使得重熔噴焊層組織中, 先形成的細(xì)小的樹枝晶基體上又析出了大量彌散分布的第二相粒子,產(chǎn)生了彌散強化效果,因此在磨損過程中對犁削的阻力更大,表現(xiàn)為重熔時效態(tài)表面的磨痕更加細(xì)小[8]。 由此說明, 熱噴焊層經(jīng)激光重熔及后續(xù)時效處理可使耐磨性得到較好的改善。
點擊此處查看全部新聞圖片
2.4 噴焊層的X射線衍射物相分析
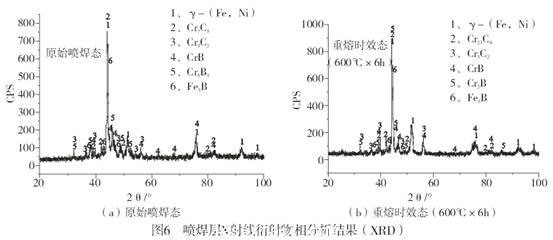
圖6(a)和(b)分別為原始噴焊態(tài)和重熔時效態(tài)(600℃×6h)組織X 射線衍射分析結(jié)果。分析表明,原始噴焊層的主要組成相包括:γ-(Fe, Ni)、Cr7C3、CrB、Cr5B3、Cr3C2和Fe3B 等。其中,γ-(Fe,Ni)相峰值最高, 是噴焊層的基體相,其它Cr7C3、CrB、Cr5B3、Cr3C2和Fe3B等作為硬質(zhì)相存在;同樣重熔時效態(tài)噴焊層的主要組成相包括:γ-(Fe,Ni)、Cr23C6、CrB、CrB2、Cr3C2和Fe3B等。正是這些硬質(zhì)相的存在,是使得噴焊層的硬度和耐磨性得到進(jìn)一步提高的主要原因。進(jìn)一步比較圖6(a)和(b)可以發(fā)現(xiàn), 經(jīng)時效處理后原始噴焊層中不穩(wěn)定的碳化物相Cr7C3,經(jīng)600℃時效6h后轉(zhuǎn)變?yōu)榉€(wěn)定的Cr23C6相。其次,硼化物相也發(fā)生了變化,原始噴焊層中的Cr5B3相經(jīng)時效處理后發(fā)生了轉(zhuǎn)變,形成了更為穩(wěn)定的CrB和CrB2相。同時,從衍射峰的強度變化還可以看出,經(jīng)時效處理后Cr3C2相所在的峰值有所增強,由此說明噴焊層中形成的硬質(zhì)相,經(jīng)一定溫度和時間時效處理后,由于合金元素的充分?jǐn)U散,使得組織中不但有新相析出,而且有些形成的硬質(zhì)相發(fā)生了一定程度的聚集和長大。
點擊此處查看全部新聞圖片
2.5 噴焊層的組織分析
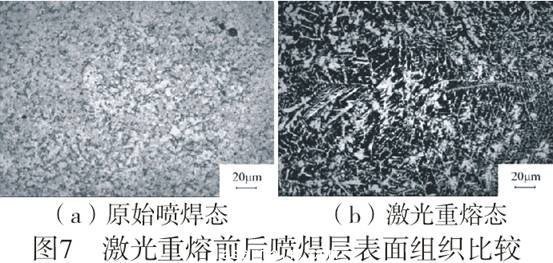
圖7為經(jīng)激光重熔前后噴焊層表面組織的比較。經(jīng)觀察分析可以看出,原始噴焊態(tài)表面組織主要由粗大的胞狀樹枝晶和枝晶間的共晶組織組成,如圖7(a)所示。結(jié)合表1噴焊合金化學(xué)成分和圖6(a)的XRD物相分析結(jié)果,可以確定胞狀樹枝晶為初生的γ-(Fe,Ni)固溶體,其枝晶間分布的是與硬質(zhì)相共同形成的共晶組織。由于熱噴焊工藝的特點,使得熱噴焊層形成的γ-(Fe,Ni)固溶體不僅粗大, 而且其固溶度相對較小,因此造成了原始噴焊態(tài)的表面硬度和耐磨性相對較差。另外,仔細(xì)觀察可以發(fā)現(xiàn),噴焊層中存在少量氣孔和空穴等缺陷,這也是造成原始噴焊層使用性能相對較低的主要原因。
點擊此處查看全部新聞圖片
圖7(b)為重熔噴焊層的表面組織。與圖7(a)比較可以明顯發(fā)現(xiàn),噴焊層經(jīng)激光重熔后組織發(fā)生了很大變化,組織主要由非常細(xì)小的樹枝晶及少量的等軸晶和彌散分布在樹枝晶間隙間的共晶組織組成。結(jié)晶形態(tài)的變化與液相的成分過冷有關(guān)。根據(jù)W F Savage提出的凝固理論[9],在溶質(zhì)質(zhì)量分?jǐn)?shù)ω0一定的情況下,隨G/ R的減小液相的成分過冷度增大,固溶體基體生長形態(tài)依次由平面晶向胞狀晶、胞狀樹枝晶、樹枝晶和等軸晶過渡。激光重熔前后組織形態(tài)的變化,說明熱噴焊時凝固的過程中G/ R的值較激光重熔處理后的大。同時,由于熱噴焊凝固過程中的溫度梯度G遠(yuǎn)小于激光重熔后的凝固過程,由此可以推斷出激光重熔后形成的熔池結(jié)晶速度R非常快,遠(yuǎn)遠(yuǎn)大于熱噴焊時的凝固速度。同時,激光重熔處理后以表層熔化區(qū)半熔化狀態(tài)的晶粒為非均勻形核的基底,在很大的溫度梯度G下形成大量的晶核,并且這些晶核以極快的結(jié)晶速度R迅速長大至相互接觸,最終形成了極為細(xì)小的樹枝晶,甚至出現(xiàn)了少量細(xì)小的等軸晶,獲得顯著的細(xì)晶強化效果;另外,由于激光快速冷卻,使得重熔合金噴焊層冷卻過程中處于非平衡狀態(tài),發(fā)生偽共晶反應(yīng),導(dǎo)致先析出的γ-(Fe,Ni)固溶體量減少, 細(xì)密共晶組織的數(shù)量增多,同時,γ-(Fe,Ni)固溶體的過飽和度很大, 因此造成固溶強化作用明顯。正是兩者共同作用,是噴焊層的硬度得到較大幅度提高的主要原因。
圖8(a)是激光重熔層經(jīng)600℃時效6h后的金相組織。比較圖7(b)可以發(fā)現(xiàn),重熔噴焊層經(jīng)時效處理后其細(xì)小樹枝晶的組織形態(tài)發(fā)生了一定的變化,樹枝晶的二次枝晶出現(xiàn)斷開現(xiàn)象,形成了一種均勻彌散分布的細(xì)小枝晶組織,圖8(b)是其在掃描電鏡下的高倍組織形貌,經(jīng)仔細(xì)觀察可以進(jìn)一步看出,斷開的枝晶組織基本呈圓形,其間還有白色的顆粒狀析出物, 這主要是由于激光重熔的快速冷卻,使得先形成的樹枝晶中有大量的合金元素來不及析出,強烈固溶在基體中形成過飽和固溶體,隨后在600℃經(jīng)長時間時效處理,由于時效溫度較高, 時效時間較充分,合金元素的擴散能力大大增強,使得固溶在γ-(Fe,Ni)中的過飽和合金元素位錯、晶界等晶體缺陷處偏聚,并以碳化物的形式彌散析出。結(jié)合圖6(a)和(b)的物相分析結(jié)果,可大致確定這些彌散分布的第二相粒子主要是Cr3C2、Cr23C6 等Cr的碳化物強化相。這種本身硬度極高的強化相在具有一定強度及良好韌性的γ-(Fe,Ni)固溶體基體上呈均勻、細(xì)小彌散的分布,是使得重熔噴焊層的硬度得到較大幅度提高的主要原因[10],同時表現(xiàn)出良好的耐磨性。 #p#分頁標(biāo)題#e#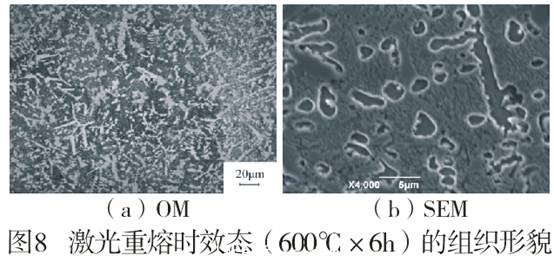
點擊此處查看全部新聞圖片
3 結(jié)束語
3.1 Ni基合金原始噴焊態(tài)組織主要由γ-(Fe,Ni)固溶體和Cr7C3、CrB、Cr5B3、Cr3C2、Fe3B等硬質(zhì)相組成;而重熔噴焊層經(jīng)600℃時效處理6h后主要由:γ-(Fe,Ni)、Cr23C6、CrB、CrB2、Cr3C2和Fe3B等相組成。
3.2 Ni基合金原始噴焊態(tài)組織主要為粗大的胞狀樹枝晶和共晶組織,經(jīng)激光重熔后變?yōu)榧?xì)小的樹枝晶,并伴有少量等軸晶出現(xiàn)以及形成細(xì)密的共晶組織;重熔噴焊層經(jīng)時效處理后二次枝晶出現(xiàn)斷開現(xiàn)象,枝晶內(nèi)有彌散的碳化物析出。
3.3 Ni基合金重熔噴焊層的表面硬度波動性較小,表面硬度和耐磨性較原始噴焊態(tài)有大幅提高,經(jīng)進(jìn)一步時效處理后,重熔噴焊層的硬度和耐磨性得到進(jìn)一步提高。相比較而言,重熔噴焊層在600℃時效6h后硬度和耐磨性最好。
參考文獻(xiàn)
[1] 呂震,姜江,楊德良. 熱噴焊技術(shù)在鍋爐管道防護(hù)中的應(yīng)用[J]. 山東冶金,2005,27(4): 24~25.
[2] 倪振航,夏壽華. 火焰熱噴焊技術(shù)在CSP輸送輥道上的應(yīng)用[J]. 研究與應(yīng)用,2005,(5): 35~39.
[3] 丁成鋼,王暉,劉強等. 鎳基合金粉末氧乙炔火焰噴焊層的組織研究[J]. 大連鐵道學(xué)院學(xué)報,2005,26(3): 64 ~67.
[4] 張小彬,臧晨峰,劉常生. 20#鋼激光熔覆-重熔Ni基涂層及其高溫磨損行為[J]. 表面技術(shù),2010, 39(1): 1~4.
[5] 王東生,田宗軍,沈理達(dá)等. TiAl合金表面激光重熔Al2O3-13wt%TiO2復(fù)合陶瓷涂層組織結(jié)構(gòu)[J]. 航空材料學(xué)報,2008,28(6):51~56.
[6] 王玲,陳志剛,朱小蓉等. 激光重熔對火焰噴涂法制備Ni-WC復(fù)合涂層耐磨性能的影響[J]. 中國激光, 2008, 35(2): 281~286.
[7] J. Mateos, J.M. Cuetos, E. Fernandez. Tribological be-haviour of plasma-sprayed WC coatings with and without laser remelting[J]. wear, 1999, 239(2000): 274~281
[8] 李明喜,趙慶宇,何宜柱. 釩氮合金對激光熔覆鈷基合金涂層組織和耐磨性的影響[J]. 中國激光, 2008, 32 (8): 1260~1264.
[9] W F Savage. Weld metal solidification mechanics[J]. Welding Journal, 1956, 35(4): 175.
[10] 洪永昌,黃飛. 激光重熔及回火對Ni基合金火焰噴焊層組織和性能的影響[J].電焊機,2009, 39(7): 18~22.
摘自:《現(xiàn)代焊接雜志》2011年第五期
轉(zhuǎn)載請注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀
























 關(guān)注我們
關(guān)注我們

