






隨著電子技術(shù)的不斷發(fā)展,大功率器件的發(fā)熱功耗越來越大、熱流密度不斷增加。產(chǎn)品散熱設(shè)計對產(chǎn)品的可靠性有著至關(guān)重要的影響。要對大功率器件進(jìn)行良好的散熱設(shè)計,首先要了解功率器件的熱性能指標(biāo),然后通過選擇合適的散熱方式,正確的風(fēng)道設(shè)計以及對散熱器進(jìn)行必要的優(yōu)化分析,最后規(guī)范、正確的安裝散熱器使器件達(dá)到最佳的散熱效果。
1、 器件的熱性能參數(shù)
器件廠家會提供器件的焊接溫度、封裝形式、工作溫度范圍、器件結(jié)點(diǎn)溫度限制、內(nèi)部熱阻等信息,這是參數(shù)是進(jìn)行散熱設(shè)計的基礎(chǔ)和前提。下面對一些常用熱參數(shù)逐一說明:
TDP—器件熱耗散功耗,單位W(瓦),表示器件實際發(fā)熱量的大小
Tc--器件殼體溫度,單位℃
Tj--結(jié)點(diǎn)溫度,單位℃。隨著結(jié)點(diǎn)溫度的提高,半導(dǎo)體器件性能將會下降。結(jié)點(diǎn)溫度超過最大限制,器件壽命極度下降甚至燒毀。這是進(jìn)行熱設(shè)計關(guān)注的焦點(diǎn)。
Ta--環(huán)境溫度,單位℃
Rja--結(jié)點(diǎn)到環(huán)境的熱阻,單位℃/W
Rjc--結(jié)點(diǎn)到器件殼的熱阻,單位℃/W
歸根到底,熱設(shè)計主要任務(wù)是要滿足: Tj< Tj(max)并留有適當(dāng)?shù)挠嗔浚ㄍǔRWC有10%以上余量)。
Tj(max)=P* Rjc+ Tc(max)
Tc(max)即器件表面的最高溫度,很顯然散熱設(shè)計越成功,Tc(max)就會越低。
2、 散熱方式的選擇
系統(tǒng)散熱方式的選擇應(yīng)充分考慮系統(tǒng)的發(fā)熱功耗,溫度/體積/重量要求,防護(hù)等級,散熱裝置的可操作性,價格等諸多因素,最終選擇最適合自己產(chǎn)品的、有效的散熱方式。 散熱主要分為:自然散熱、強(qiáng)迫風(fēng)冷。液體冷卻等。目前普遍采用的散熱方式仍然是風(fēng)冷。下表反映了不同散熱方式狀況下熱流密度與溫升的關(guān)系。
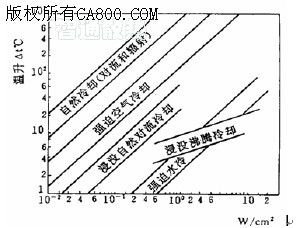
自然散熱:通過空氣的自然對流將熱量帶到周圍空間。這種散熱方式可以用在發(fā)熱功率不大,重量,溫度等要求不高的場合。優(yōu)點(diǎn):結(jié)構(gòu)簡單、無噪音、價格低廉。
強(qiáng)迫風(fēng)冷:對于發(fā)熱功耗大的器件,選用強(qiáng)迫風(fēng)冷是很必要的,尤其配合一些高效能的散熱器可以達(dá)到理想的散熱效果。因為強(qiáng)迫風(fēng)冷換熱效率高,一般是自然散熱方式的數(shù)倍。優(yōu)點(diǎn):散熱效率高,產(chǎn)品重量可被大幅度降低。
3、 風(fēng)機(jī)選型以及風(fēng)道設(shè)計
如果系統(tǒng)采用強(qiáng)迫風(fēng)冷的散熱方式,選擇合適的散熱風(fēng)機(jī)直接決定了系統(tǒng)散熱狀況。要進(jìn)行風(fēng)機(jī)選型,首先需要確定系統(tǒng)所需要的散熱風(fēng)量,通過下面的公式計算:
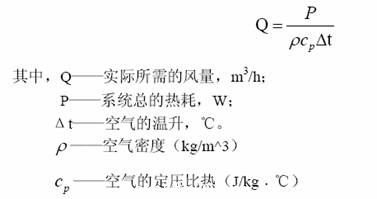
其中?T表示了系統(tǒng)進(jìn)/出風(fēng)口的溫度差。
風(fēng)機(jī)的選型要結(jié)合系統(tǒng)風(fēng)量需求、系統(tǒng)阻力、風(fēng)扇特性曲線等要求進(jìn)行綜合評估確認(rèn)。
強(qiáng)迫風(fēng)冷系統(tǒng)風(fēng)道的實際很關(guān)鍵,風(fēng)道一般分為送風(fēng)和抽風(fēng)兩種方式,這兩種方式的優(yōu)缺點(diǎn)分別是:
送風(fēng)方式:
A、風(fēng)扇出口附近氣流主要為紊流流動,局部換熱強(qiáng)烈,宜用于發(fā)熱器件比較集中的情況,此時必須將風(fēng)扇的主要出風(fēng)口對準(zhǔn)集中的發(fā)熱元件
B、吹風(fēng)時將在設(shè)備內(nèi)形成正壓,可以防止縫隙中的灰塵進(jìn)入設(shè)備
C、風(fēng)扇將不會受到系統(tǒng)散熱量的影響,工作在在較低的空氣溫度下,風(fēng)扇壽命較長
抽風(fēng)方式:
A、送風(fēng)均勻,適用于發(fā)熱器件分布比較均勻,風(fēng)道比較復(fù)雜的情況
B、進(jìn)入風(fēng)扇的流動主要為層流狀態(tài)
C、風(fēng)扇將在出風(fēng)口高溫氣流下工作,壽命會受影響
D、系統(tǒng)內(nèi)形成負(fù)壓,縫隙中的灰塵將進(jìn)入機(jī)柜/箱
4、 散熱器優(yōu)化
大功率器件散熱器優(yōu)化主要是對散熱器基板厚度、齒片厚度,間距,高度,表面處理方式等參數(shù)進(jìn)行優(yōu)化設(shè)計。隨著計算機(jī)仿真技術(shù)的不斷進(jìn)步,我們可以依托電子熱仿真分析軟件對散熱器進(jìn)行優(yōu)化,優(yōu)化的結(jié)果準(zhǔn)確、直觀。
5、 正確的安裝
正確合理的安裝可以保障散熱產(chǎn)品良好的發(fā)揮其作用,提升產(chǎn)品整體可靠性。我們知道:在散熱產(chǎn)品安裝過程中主要是要保證器件與散熱器有著良好、充分的表面接觸----使器件與散熱器之間的接觸熱阻盡可能低。
影響接觸熱阻的主要因素有以下幾方面原因
1、 接觸面平面度
2、 散熱產(chǎn)品與熱源接觸壓力
3、 熱界面材料的選用和涂抹
正確涂抹界面材料建議使用專用治具,可以參考下面的圖片,從而保證熱界面材料均勻,通常厚度需要控制在0.12—0.18mm之間。
轉(zhuǎn)載請注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀
























 關(guān)注我們
關(guān)注我們

