






激光沖擊成形[1-3]是利用激光作用所產生的沖擊波壓力使材料變形的一種無模新技術。它是利用高能激光誘導的高幅沖擊波壓力的力效應而非熱效應來實現金屬板料的塑性成形。激光沖擊金屬板料變形時,沖擊波壓力達數千兆帕,遠大于材料的動態屈服強度,從而使材料發生塑性變形,并改善金屬板料性能。
激光沖擊成形這種高能加工新方法非常適合宇航工業中產品型號更迭頻繁、批量不大、零件的形狀復雜多樣、尺寸穩定性及精度要求高等特點,且金屬板材沖擊成形后表面形成了很深的高幅值殘余壓應力,可顯著提高其疲勞壽命,對有抗疲勞性能要求的鈑金件,如飛機機翼蒙皮等,可減去常規的強化工藝,同時在小曲率板材彎曲成形以及難成形材料的成形方面也有極大的應用潛力,因此受到了越來越廣泛的關注。現階段對金屬板料在激光沖擊下變形的分析大多采用試驗研究和理論分析相結合的方法,開展激光沖擊成形加工機理及工藝研究,隨著有限元、神經網絡以及計算機技術的發展,有限元模擬和神經網絡也開始被用于激光沖擊成形的研究中。本文從激光沖擊成形工藝及優化研究、激光沖擊成形殘余應力分析以及激光沖擊成形有限模擬3個方面總結激光沖擊成形技術的研究現狀,指出了存在問題及其發展趨勢。
激光沖擊成形原理
金屬板料激光沖擊成形的基本原理如圖1所示[4],將高功率密度(10^9W/cm^2級)、短脈沖(10^-9s級)的強激光作用于覆蓋在金屬板材表面上的能量轉換體,能量轉換體兼有能量吸收層和約束層雙重功能,其主要作用是把激光束產生的熱能轉成機械能(沖擊波壓力),并提高激光能量的利用率,保護工件表面不受激光的熱損傷。轉換體和金屬板料相接觸一側的薄層因吸收能量而汽化,汽化后的蒸汽急劇吸收激光能量形成等離子體而爆炸,爆炸時形成一動量脈沖,產生向金屬成形方向的應力波,板料在這種應力波的作用下產生塑性變形。
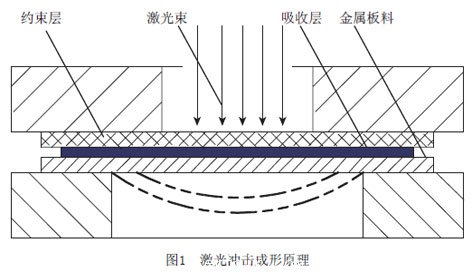
通過選擇激光脈沖能量、沖擊軌跡和脈沖次數,在數控系統控制下,可實現板料的局部或大面積成形。采用預先制作好的凹模,則可實現激光沖擊仿形。可見,激光沖擊成形是一種集板料成形和強化于一體的復合工藝。
激光沖擊成形工藝及優化研究
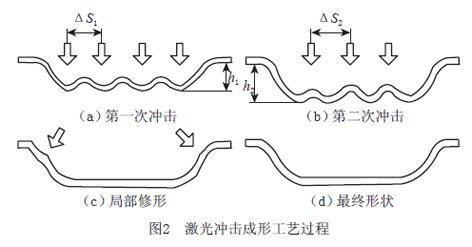
在激光沖擊成形過程中,離子體和由激光能量支持的爆炸波,形成高壓沖擊波傳入工件內部,從而使板料在沖擊波的力效應作用下產生塑性變形。由于采用激光束作為加載工具,而激光的脈沖能量、光斑尺寸及脈沖間隔寬度等參數精確可控,通過數控系統控制激光沖擊頭和板料的相對運動軌跡,可實現板料單次沖擊局部成形,也可采用優化的激光參數對板料實施多點多次沖擊,從而實現板料的柔性沖壓成形。其工藝過程如圖2所示。
在激光沖擊成形工藝研究方面,周建忠等人[5-7]利用Nd:Glass脈沖激光對厚度為0.8mm的LD31薄板進行了激光沖擊變形實驗,根據爆轟波和爆炸氣體動力學理論,建立了板料激光沖擊成形中激光-能量轉換體-靶材系統沖擊波壓力的物理模型和理論估算式:
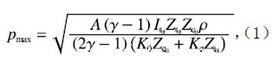
式中,Pm為激光脈沖產生的峰值壓力;A為吸收系數,通常取0.8~0.95;γ為等離子體的絕熱指數,取1.67;Zt0、Zc0為靶材和約束層材料的聲阻抗;K0、Kc為與能量吸收和約束層密度有關的參量;ρ為等離子體密度,可以看成是約束層材料、能量吸收層和工件材料汽化蒸汽的綜合體;It0為激光功率密度。楊超君等人[8]介紹了激光沖擊變形機理和沖擊波產生原因,建立了激光沖擊下的板料變形模型,并推導了板料變形量計算公式:

式中,pm為作用在板料上的沖擊波壓力;p0為板料變形所需要的臨界壓力,且有

W為板料最大變形量;σs為材料的屈服強度;h為板料厚度;a為沖擊波壓力的作用圓半徑;m為參與變形的板料的單位質量。這為探討板料變形與激光能量、沖擊波壓力之間的關系奠定了基礎。還進行了激光沖擊金屬板料變形的最小激光能量估算及其試驗研究[9],建立了所需激光最小能量公式:
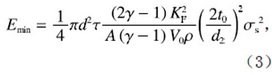
式中,d為光斑尺寸;τ為激光脈寬;KF為系數,取為1.1;t0為板料厚度;d2為約束凹模孔徑。高立等人[10]為了研究不同的激光能量和不同的沖擊路徑、沖擊次數對TA2鈦合金板料變形的影響,采用高功率Nd: Glass激光沖擊波裝置進行試驗,取得了不同條件下鈦合金板料的變形數據。結果表明,隨著激光能量的增加,板料的變形量增大;板料幾何尺寸和厚度越大,板料越難變形;沖擊區域的不平度,隨前后光斑間隔的增大而增大,隨光斑間隔的減小而減小。王廣龍等人[11]為研究金屬板料在脈沖激光輻照下的響應、激光沖擊下板料的變形特性、激光脈沖能量對金屬板料變形量的影響以及脈沖激光光斑內沖擊波壓力的分布情況,采用高功率釹玻璃激光系統對LD31板進行了單次沖擊變形試驗。結果表明,激光沖擊條件下板料變形呈現粘塑性性質;激光脈沖能量是影響板料變形量的主要因素,且板料變形大小隨脈沖能量的增加呈非線性增大;激光沖擊時激光光斑作用區域內沖擊波壓力并不均勻分布,而是沿徑向減小。佟艷群等人[12]設計和應用了一種簡單新穎的光電測試系統,測試鋁薄板受強短激光沖擊的動態高速成形過程,建立了與理論分析和試驗數據相符的薄板變形數學模型:
式中,加號的前半部分表示為板材的阻尼振動;A0表示振動的初始幅度,振幅按指數規律衰減,衰減的快慢取決于系數t0;頻率和初相位由系數f0和φ0表示;加號的后半部分表示由金屬延展性引起動態彈塑性形變過程;A1表示形變幅度;f1和φ1分別表示頻率和初相位;y0表示最終的塑性變形值。
試驗研究表明影響激光沖擊板材成形的因素較多,主要有激光能量、光斑直徑、材料性質、板厚、板材直徑和約束邊界條件等。由于其加工過程是非線性、強耦合的,某個參數的變化將引起板料尺寸的變化。因此開展激光沖擊成形的工藝優化研究對促進其應用具有重要意義。任旭東等人[13]研究了激光沖擊技術中的涂層厚度問題、激光與涂層相互作用機理和涂層本身性能之間的關系,推導出涂層的氣化速度及最佳理論厚度,并對涂層厚度的影響因素進行了分析,為正確應用涂層厚度計算公式提供了依據。得到的氣化速度及最佳理論厚度為:
式中,A為材料表面對激光的吸收系;I0為激光入射到材料表面的功率密度;τ為激光沖擊時間;ρ為材料的密度;L為汽化熱;c為比熱容;Tb為氣化溫度;T0為初始溫度。殷蘇民等人[14]為解決不同試驗參數下金屬板料變形量難以控制和試驗參數難以優化的問題,提出了基于神經網絡控制板料變形量的方法,建立了激光加工參數與板料最大變形量之間的神經網絡模型,編寫了相應的控制軟件,并通過SUS304、LD31、TA2和Al-Mg 4種板料在不同條件下的沖擊試驗進行驗證。結果表明,采用該方法可有效地優化沖擊試驗參數,控制板料變形量。鄧忠林等人[15]總結了激光沖擊板材成形最大變形量的影響因素,基于模擬退火遺傳算法,將板材最大變形量的影響因素分析問題表達為一類組合優化問題,建立了板材最大變形量影響因素的診斷知識庫,設定了最大變形量的影響因素診斷控制參數,并采用模擬退火的適應度拉伸方法,探討了有效提高板材最大變形量影響因素診斷準確率的優化方法。結果表明模擬退火遺傳算法的收斂速度比簡單遺傳算法平均提高13.2%,識別準確性平均提高7.44%。溫度下級調節系數α必須盡量靠近0.985才能得到較理想的解。基于多種影響因素產生的目標函數預測激光沖擊板材最大變形量方法,可以在實際生產中有效提高加工效率。姜銀方等人[16]進行了半模激光沖擊動力學分析,提出了通過優化激光沖擊能進行成形精度控制方法、基于逆向分析的模具修正和補償方法以及半模激光沖擊成形精度表征方法。結果表明半模成形精確控制的激光能量為15J,通過模具修正和補償方法可以減小成形誤差50%以上,為激光沖擊成形精確控制技術及其推廣應用奠定了基礎。
激光沖擊成形殘余應力研究
激光沖擊成形的重要特點之一就是能夠在工件表面形成殘余壓應力,對具有抗疲勞性能要求的航空結構件起到強化的作用。因此殘余應力是激光沖擊成形研究的一個重要方面。楊建陽等人[17]采用側傾固定 法對試樣成形表面的殘余應力進行測試,探討了工件支撐座內徑、90°頂角凸模的頂部圓弧半徑等條件對鈦合金板成形的影響。研究表明,當板材底部無約束支撐時,板材凹凸面的表面殘余應力都是壓應力;當采用凸模沖擊成形時,表面殘余應力變化趨勢不明確,有時為壓應力,有時為拉應力。張永康等人[18]對激光沖擊成形的3A21防銹鋁板的殘余應力分布特性進行了研究。用X射線應力測定儀進行了3個方向殘余應力的測量,建立了主應力計算公式,分析其形成機制與分布特性。試驗結果表明:在脈沖能量42J、脈沖寬度23ns、脈沖功率1.2×109W作用下,板料正反兩面產生的殘余應力小于-100MPa,且均為壓應力,除變形區域頂點主應力方向為0°外,其他點的主應力方向約為-30°,且正方形板料對角線方向應力大于穿過中心邊長方向的應力。任旭東等人[19]研究了不同脈沖功率密度和涂層對鈦合金殘余應力的影響,表明涂層材料與激光耦合性能越好,激光功率密度越高,鈦合金殘余應力作用效果越好,在沖擊試件表面能形成1mm厚的殘余應力硬化層,其表面殘余壓應力最大能達到-301MPa。袁定國等人[20]也采用X射線衍射法對激光沖擊成形后的金屬薄板的表面殘余應力分布進行了研究。結果表明,薄板成形后的凹面分布有較大的殘余壓應力,而凸面邊緣存在較小的殘余拉應力,殘余應力隨激光能量的增加而增加,但存在一個最大值。凹模孔徑也存在一個閾值,當小于該閾值時,殘余應力隨凹模孔徑的增大而增大,當大于該閾值時,殘余應力隨凹模孔徑的增大而減小。
激光沖擊成形有限元模擬研究
激光沖擊成形過程是涉及激光與材料的相互作用、沖擊波傳播及其對材料的加載機制、動態塑性成形理論以及沖壓成形工藝等眾多學科的復雜過程。受到激光器等硬件條件的制約,目前國內能開展激光沖擊成形試驗的研究機構不多,試驗費用昂貴。若對眾多影響因素都進行試驗研究,不僅費用高、工作量大,而且各因素之間的相互影響關系也很難在試驗中得以體現。這些原因大大限制了激光沖擊成形技術的研究。隨著計算機和有限元技術的飛速發展,有限元數值模擬已成為一種重要的研究手段,開展激光沖擊成形的有限元模擬研究,可以為加工過程中各種參數的合理優化、板料變形過程的有效控制、分析和實現大面積金屬板料的激光沖擊成形提供依據,必將對激光沖擊成形技術應用于生產實踐起到極大的推動作用。
周建忠等人[21]利用ABAQUS軟件對激光沖擊下板料的變形過程進行了數值模擬,探索了激光沖擊的主要參數和板料變形之間的相互關系。結果表明在激光單次沖擊加載下,激光脈沖能量與板料的變形量之間存在直接關系,隨著激光能量的增加,板料變形量呈現非線性增大趨勢。數值模型能有效地模擬激光沖擊板料的變形過程,為激實現大面積金屬板料的柔性激光沖壓成形提供依據。吉維民等[22]用ANSYS/LSDYNA軟件進行了激光能量和約束孔徑等參數對SUS304不銹鋼板料變形影響的有限元模擬。結果表明:隨著激光能量的增加,板料的變形量增大;板料初始約束孔徑越大,板料越容易變形;板料幾何尺寸和厚度越大,板料越難變形。杜建鈞等人[23]也利用ABAQUS軟件對激光沖擊下板料的變形過程進行了數值模擬,比較了不同激光參數對板料變形量的影響,并在激光單點沖擊成形的基礎上探討了激光多點沖擊成形。通過模擬得到的變形量指導生產實踐。張永康等人[24]用ABAQUS軟件進行了激光沖擊成形有限元模擬。結果表明: 隨著激光能量的增加,板料的變形量增大;板料幾何尺寸和厚度越大,板料越難變形;沖擊次序不同,板的變形量也不同,板的變形以沿板的長度方向且對稱沖擊為最大。通過數值模擬可優化激光沖擊的相關參數,預測板料變形。
高立[25]用ABAQUS軟件進行了不同光斑間距對SUS304不銹鋼板激光沖擊變形影響的有限元分析。結果表明:隨著光斑間距的減小,受沖區域更加平整。丁華等人[26]采用不同厚度的鋁合金板工件,進行激光沖擊成形的有限元分析,研究了特定條件下板料的瞬態和靜態變形。研究結果表明,根據板料厚度的不同,激光沖擊成形存在2種不同的機制。板料厚度小于0.6mm時為凹模變形形式,而板料厚度大于0.9mm時為凸模變形形式。
存在問題及其發展趨勢
(1)在激光沖擊成形工藝研究方面,目前更多的是針對單點單次激光沖擊變形行為的研究,而實際應用中更多的則是要進行多點多次激光沖擊,因此開展多點多次激光沖擊成形工藝及其優化的研究,對激光沖擊成形技術的應用具有更高的參考價值。此外,影響激光沖擊成形質量的工藝參數較多,試驗設備少且費用高昂,因此,采用正交試驗等方法來確定影響激光沖擊成形質量的主控因素,獲得優化工藝參數是一個非常實用且可行的研究思路。
(2)激光沖擊成形殘余應力研究當前的研究主要集中在殘余應力的分布特性的研究上,涉及的影響因素較少,因此應開展綜合考慮各種因素的殘余應力分布特性以及基于殘余應力分布的工藝參數優化研究。
(3)在激光沖擊成形的有限元模擬方面,當前的思路是在將激光沖擊過程簡化為時變沖擊壓力作用下板料變形過程的分析,對激光成形過程的模擬不夠準確,因此應開展激光引起離子體爆炸過程的有限元模擬分析,來獲得更精確的沖擊波壓力。此外,激光沖擊成形是一個高應變率變形過程,當前的材料模型獲取方法還無法達到如此高的變形速率,而且變形過程的絕熱溫升也沒有涉及,因此高應變率材料本構建模及激光沖擊成形過程熱-力耦合有限元模擬的研究都將成為激光沖擊成形有限元模擬方面的重要研究方向。
結束語
激光沖擊成形是利用激光誘導高幅沖擊波的力效應使板材產生塑性變形的快速、高效、精確的成形新技術,具有加工柔性高、精確可控、無小曲率成形的回彈問題、成形后材料性能好和無污染等特點,是一種無模、柔性成形新工藝,它可以充分發揮激光高能量的優點,是激光在板材成形領域的新應用,具有廣闊的應用前景和巨大的開發潛力。開展激光沖擊成形技術的研究,對于促進我國航空航天領域關鍵部件成形制造技術的發展具有重要的意義。(end)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

