






激光加工是在20世紀60年代興起的一項新技術,1960年人類歷史上出現了第一臺激光器――紅寶石激光器,這種激光器在美國首次成功用于拉絲模金剛石打孔,此后隨著人們致力于研究更高效、更適用的激光器,激光加工也逐步應用于農業機械、工程機械、糧油機械、特種汽車、鋸片造船等行業,尤以機械行業的應用發展速度最快。在機械制造業的廣泛使用又推動了激光加工技術的工業化。目前激光加工方法包括激光打孔、激光切割、激光熱處理、激光涂覆、激光重熔處理、激光合金化、激光上釉、激光打標、激光成形、激光模型制造、激光珩磨、激光配平、激光微加工以及激光焊接等諸多技術。激光加工技術與傳統加工技術相比具有以下特點:
一、非接觸加工,沒有機械力;
二、可以加工高硬度、高熔點、極脆的難加工材料;
三、光束易于控制,加工精度高;
四、熱影響區小,熱變形很小,加工精度易保證;
五、激光加工速度快,效率高;
六、與現代數控機床結合,易實現自動化、柔性化和智能化;
七、可控性好,程序簡單,省料及污染少;
八、激光加工設備的前期投資較大。
下面就作者熟悉的電梯行業,談談激光技術在國內電梯行業中的應用。
2008年是我國改革開放30周年,在這30年中我國電梯業也得到了長足的發展。從改革開放之初的1980年,中國工業領域的第一家外商投資項目就出現在電梯行業———瑞士迅達投資的中國迅達開業,將國外先進的電梯技術引進了中國。此后,美國的奧的斯,日本的三菱、日立、東芝、富士達,德國的蒂森,芬蘭的通力等世界盛名的電梯公司先后投資建廠,世界八大電梯廠家悉數來華。2007年全國擁有電梯整機企業410多家,配件企業也有好幾百家,取得電梯安裝改造維修許可證的企業達到5277家。到2007年底中國電梯的擁有量已經接近或有可能超過100萬臺,而2007年中國電梯的年產量達到21.6萬臺,占全球新梯市場的一半,中國贏得了“全球產能最高的電梯制造基地”。隨著全球各大電梯制造商將先進的電梯技術引進中國的同時,也將先進的加工技術引進了中國,激光加工技術就是其中之一。目前在電梯行業應用較多的是:①激光切割;②激光打標;③激光測量。下面逐一介紹:
一、激光切割
激光切割是利用經聚焦的高功率密度光束照射工件,材料吸收激光能,溫度急劇升高,工件表面開始熔化或氣化,并吹入活性氣體助燃。隨著激光束與工件的相對運動,在工件上形成切縫。激光照射工件表面時,一部分光被吸收,一部分光被工件反射。吸收部分轉化為熱能,使工件表面溫度急劇升高,材料熔化、氣化,產生黑洞效應,使材料吸收率提高,迅速加熱切割區材料。此時吹氧可以助燃,并提供大量熱能,使切割速度提高;還可吹走熔渣、保護鏡頭、冷卻鏡頭。
激光切割有很多特點:
1.激光可切割特硬、特脆、特軟材料;
2.切縫寬度很窄;
3.切割表面光潔;
4.切割表面熱影響層淺,表面應力小;
5.切割速度快,熱影響區小;
6.適合加工板材。
20世紀90年代,整機廠基本上采用的是多工位沖床加工板材,后隨著幾大世界知名品牌電梯在國內的獨資或合資企業中引進進口激光切割機,激光切割機在國內電梯業開始使用。21世紀初,隨著國內激光切割機生產企業的出現,使得只能依賴進口的習慣被打破,同時昂貴的價格也降低了很多,國內一般的整機企業和配件企業相繼購買了激光切割機,可以說激光切割機對現代整機和配件企業已經不算有多么高尖端設備了,只能說是必不可少的設備了(這里配件企業主要是指鈑金加工企業)。激光切割機在電梯行業得到廣泛應用的原因有以下幾個方面:
1. 電梯行業的鈑金件品種多、數量少,很多還需要根據客戶的要求而定。多工位沖床的加工由于受噸位和模具的限制,有些鈑金件無法加工或者模具的制作周期長導致生產的周期加長,而且編程相對較復雜,對操作人員的要求也相對較高;
2. 不銹鋼裝飾板材多,表面的光潔度要求高。相同厚度的板材不銹鋼的抗剪強度強、材料韌性度高,多工位沖床的模具磨損快,要求的噸位也高。多工位沖床加工對板材表面的光潔度易產生影響;
3. 產品可見面的加工痕跡和斷面質量要求高,加工的線條要光滑平整,美觀漂亮。多工位沖床沖裁時有接刀痕跡影響美觀;
4. 隨著人們審美水平的提高,產品的花式也增多,產品的外形品種增加,但數量不大,且輪廓復雜,普通的加工方法無法實現。激光切割機的加工可節省制造模具的成本與周期。
當然,隨著激光技術的發展除二維的平板切割機外,現在還有三維空間曲線切割機和管子切割機,所以激光切割的應用不僅僅局限于鈑金的切割,也可以用于折彎、拉延之類成形用簡易模具的制作。此類簡易模具不是用于大量生產,而是為了滿足縮短試加工檢驗時間的要求。從產品試制到開始正式生產,盡可能縮短準備時間是現代社會的要求,而激光加工是能夠適應此類要求的為數不多的加工方法。
二、激光打標
激光打標的基本原理是,由激光發生器生成高能量的連續激光光束,當激光作用于承印材料時,處于基態的原子躍遷到較高能量狀態;處于較高能量狀態的原子是不穩定的,會很快回到基態,當原子返回基態時,會以光子或量子的形式釋放出額外的能量,并由光能轉換為熱能,使表面材料瞬間熔融,甚至氣化,從而形成圖文標記。
在激光加工領域中,激光打標是應用最廣泛的技術之一,激光打標技術是當代高科技激光技術和計算機技術的結晶產品。激光打標技術也稱激光標記、激光印標,近年來在印刷領域應用越來越多,激光打標可應用于包括塑料與橡膠、金屬、硅晶片等多種材料上。激光打標與傳統的機械雕刻、化學腐蝕、絲網印刷、油墨打印等方式相比,具有成本低、靈活性高、可以計算機系統控制,而激光作用于工件表面所產生標記的牢固永久性是其突出特點。激光打標系統可對大批量生產的工件實行產品單個識別編號,再以條行碼或者二維碼陣列標在產品上,可極為有效地幫助實行生產工序控制、質量控制以及防止假冒產品。同時可對各種金屬材料及部分非金屬材料進行刻寫或制作難以仿制的永久性防偽標記。通過計算機輸入及輸出,采用振鏡掃描方式,速度快;全封閉導光系統,對環境的適應性強;組合式內部結構,便于維修及保養;尤其適宜在線作業。
激光打標的主要特點:
1. 應用范圍廣: 幾乎可以在所有材料上打標。
2. 打標效率高:計算機控制下的激光光束可以高速移動,通常的打標過程可以在數秒內完成,可實現在線打標。
3. 打標精度高:激光可以形成極細光束,在材料表面的最細線寬可達微米量級,可以打印各種圖形、商標、條形碼、兩維碼。激光打標還可以改善產品外觀形象和名牌效應,增強產品的市場競爭能力。#p#分頁標題#e#
4. 使用成本低: 激光打標是非接觸式打標,不受通常模具打標的疲勞使用壽命的限制。 在批量加工使用中的維護成本極低。
在電梯行業中,激光打標應用較廣如按鈕面板上的字符、銘牌上的內容、產品的序列號、產品的條形碼,以往此類產品一般采用機械雕刻、化學腐蝕、絲網印刷,機械雕刻時簡單仿形銑需要加工字模,電腦雕刻雖然不需要字模,但是設備投資高,且和仿形銑一樣加工時間長和刀具耗材高;化學腐蝕需要制作膠片,且加工過程中稍不注意在不應腐蝕的地方出現腐蝕的現象容易產生整塊面板的報廢;絲網印刷時需要制作膠片和絲網板,且絲印的標記耐磨性差。在以往的激光打標中以本色和黑色為多,隨著技術的進步,現有的激光打標機廠家已經開發出可在金屬板上實現七色打標。
三、激光測量
回顧電梯安裝檢校的發展歷史,百多年來一直沿用古老的吊線放樣方法,檢校亦如此,現今也是主流。但隨著激光技術的滲入,現在安裝檢校上也開始使用到激光技術,電梯導軌測量儀就是其中一例,電梯導軌測量儀是針對電梯導軌安裝、檢測而研究設計的專用高精度基準儀器,它將激光技術、圖像處理技術、數字信號處理技術整合在一起,可廣泛應用于電梯安裝、施工、檢測及維保。電梯導軌測量儀一般檢測電梯導軌以下方面:
1.鉛垂性
建筑物建成后由于各種因素的影響都會產生不均勻沉降,大樓會向某一個方向傾斜,此時導軌也跟著大樓而傾斜,轎廂的導靴將壓向T型軌的某個工作面,這個力的大小,若按電梯滿載時總重2000kg計算,那么導軌垂直度偏離1°,就會產生35公斤的側向力,而且這是一個持續載荷,它將增加對導靴的磨損,所以導軌的安裝都以鉛垂線做基準。
2.直線性
在導軌安裝過程中會出現直線性的偏差。這個偏差的存在會使電梯轎廂在運行中產生水平加速度,一旦這個偏差足夠大,它將影響乘坐舒適感,嚴重時將使井道的信息采集產生錯誤的信號,這將會影響電梯的安全運行。
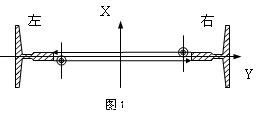
導軌直線性偏差是沿著X、Y軸兩方向的正負偏差。(見圖1)
國家電梯安裝驗收標準對導軌安裝做了嚴格規定,《GB50310-2002》中規定“兩列導軌頂面間的距離偏差應為:轎廂導軌0~+2mm;對重導軌0~+3mm”,“轎廂導軌和設有安全鉗的對重導軌工作面(包括側面與頂面)與安裝基準線的偏差不應大于0.6/5000mm。”
3.平行性
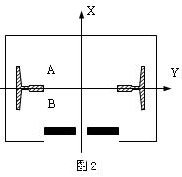
電梯是在兩根導軌上運行,因此也就存在兩根導軌在空間上的平行性問題。(見圖2)兩根導軌在Y向上的不平行,主要表現在軌距間的變化,如果兩根導軌間距時大時小,就會造成電梯的左右晃動和摩擦力的變化,并引起附加的振動。因此在7588國家標準中對于軌距要求上偏差為2mm下偏差為0的規定。現在通常的做法是用找道尺來解決這個問題。
同樣道理,兩根導軌若X方向上有誤差,會造成X方向的空間不平行。(見圖3)
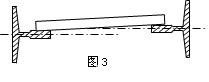
這個誤差如果超出了一定的范圍,也會嚴重影響電梯的運行。由于傳統的方法中缺少一個比對基準,這樣很難確定X向的誤差大小。通過大量的在線運行電梯導軌檢測的實際情況看,有許多問題都出現在兩根導軌在X向的平行性上。因此,兩根導軌在空間上的平行性也是影響電梯舒適運行的一個重要因素,也是電梯安裝業內人士一直重視的問題。
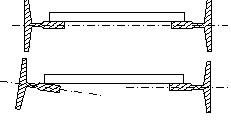
4.共面性(導軌的扭曲)
導軌安裝時除了要注意上述的幾個問題外,而且還要注意解決兩根導軌側工作面共不共面的問題,即導軌的扭曲問題,在實踐中這點對轎廂的運行也是非常重要的。(見圖4)
今后,我相信隨著激光技術的發展會有越來越多的激光加工技術在電梯行業的得到應用和推廣,也必將推動我國的電梯技術向新的更高領域發展。
本文作者:南通中堯特雷卡電梯產品有限公司 陳金根
參考文獻:
1.姚遠《激光加工技術在國內外汽車工業中的應用概況》《金屬加工••熱加工》2008年第5期
2.相關《產品說明書》大連經濟技術開發區拉特激光技術開發有限公司
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

