






鋁基板激光切割
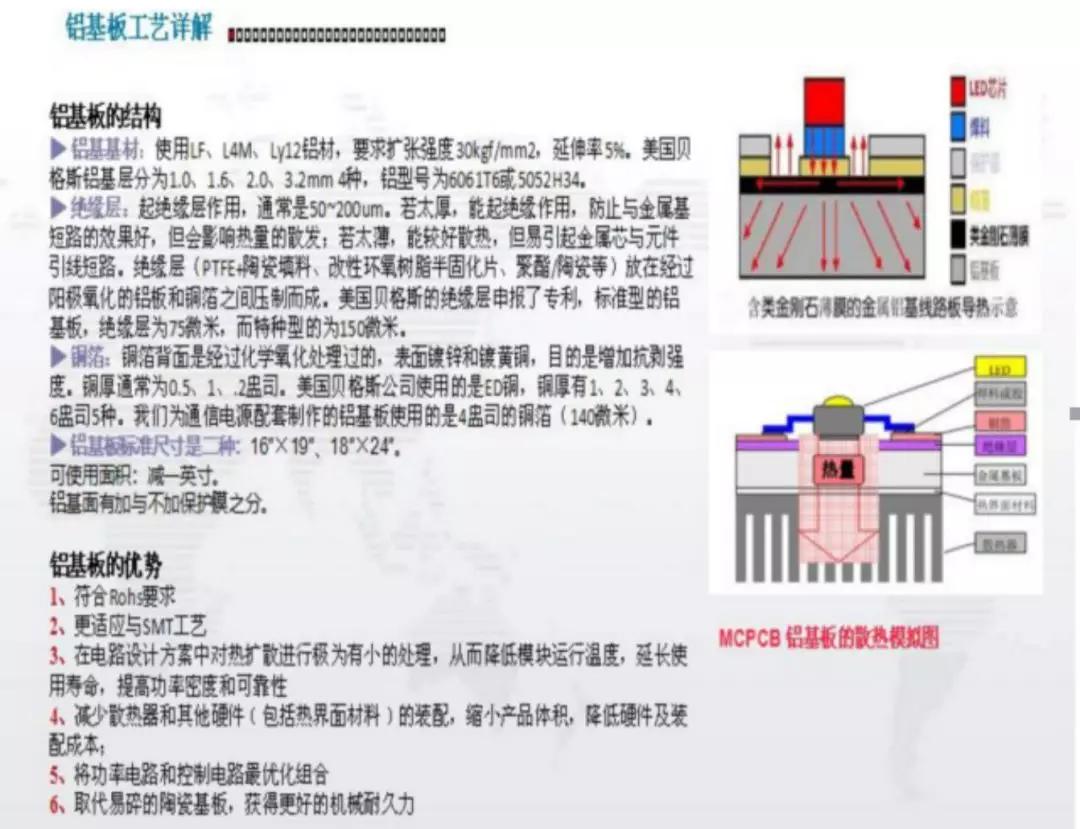
- 鋁基板是一種具有良好散熱功能的金屬基覆銅板,一般單面板由3層結構所組成,分別是電路層(銅箔)、絕緣層和金屬基層,用于高端使用的也有設計為雙面板,結構為電路層、絕緣層、鋁基、絕緣層、電路層。極少數應用為多層板,可以由普通的多層板與絕緣層、鋁基貼合而成。
- LED鋁基板就是PCB,也是印刷線路板的意思,只是線路板的材料是鋁合金,以前我們一般的線路板的材料是玻纖,但因為LED發熱較大,所以LED燈具用的線路板一般是鋁基板,能夠導熱快,其他設備或電器類用的線路板還是玻纖板與傳統的FR-4 比,鋁基板能夠將熱阻降至最低,使鋁基板具有極好的熱傳導性能;與厚膜陶瓷電路相比,它的機械性能又極為優良。鋁基板還有如下獨特的優勢:符合RoHs 要求;更適應于 SMT 工藝;在電路設計方案中對熱擴散進行極為有效的處理,從而降低模塊運行溫度,延長使用壽命,提高功率可靠性;減少散熱器和其它硬件(包括熱界面材料)的裝配,縮小產品體積,降低硬件及裝配成本;將功率電路和控制電路最優化組合;取代易碎的陶瓷基板,獲得更好的機械耐久力。
二
鋁基板應用
鋁基板以其優異的散熱性能、機械加工性能、電磁屏蔽性能、尺寸穩定性能、在混合集成電路、汽車、摩托車、辦公自動化、大功率電器設備、電源設備、LED照明等領域,得到了越來越廣的應用,需求量每年增加,其發展前景非常廣闊。

三
鋁基板傳統切割介紹
- 傳統鋁基板成型加工方式分為三種:
- 通常采用數控鉆機/鑼機加工,需要鉆咀,鑼刀,墊板,酒精等耗材;切割成本高、板材成型精度低、加工鑼槽縫隙大(常規1.6MM;2.MM鑼刀槽寬)、且容易引起基板變形;
- 采用模具沖壓成型等傳統方式;
- 采用數控V-CUT切割方式,切割在保證精度的情況下,還要求加工后的槽線光潔和無毛刺,又要求掰下來的成品均無披鋒,板面不能有擦傷,既要滿足變形板的切割加工,又要避免二次變形的發生,工序繁多導致加工效率低,良品率也偏低。目前大部分線路板公司切割鋁基板一般多通過鑼機對一整塊鋁基板進行加工,鋁板背面成品的邊緣仍然有少許毛刺,必須手工對成品邊緣的毛刺進行刮除,大大的增加了工作量;板面刮花不良品增加,而且對刀具的損耗也大,加工的效率依然比較低 。
鋁基板鑼機加工圖如下所示

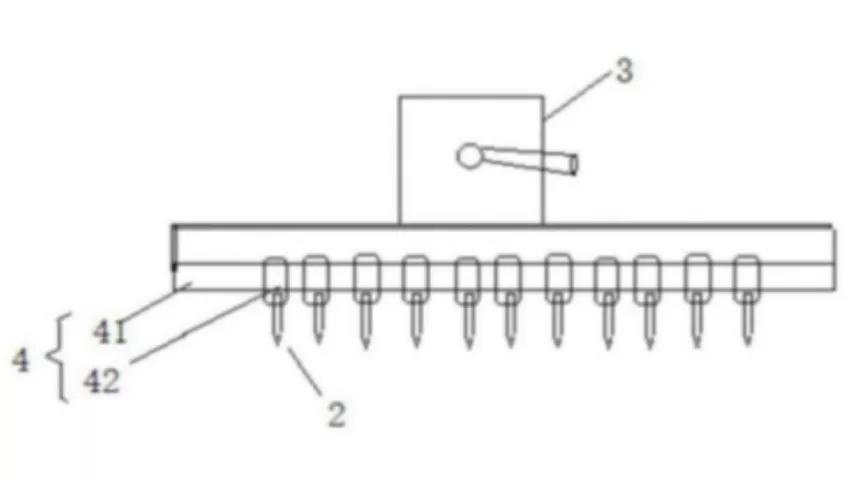
傳統工藝

- 傳統鑼機工藝:披鋒毛刺大,需要人工刮毛刺;
- 刀具耗材貴,精度不高,銷釘定位拆裝板耗時間;需要墊板,酒精等耗材;板材生產效率低。
四
激光切割鋁基板優勢及選擇
- 激光加工的優勢 激光加工屬于無接觸加工,無刀具費用,省成本并可減少材料表面的刮花磨損、加工速度 快, 激光加工精度高,切縫小,公差范圍可達正負0.02mm、切面光滑,一次成型,不需要重復加工、操作簡單無需老師傅,加工圖形任意編輯,CAD圖紙導入即可。
- 激光加工主要采用CW激光器與QCW激光器加工CW激光器就是指的激光器的輸出是連續的,不會出現中斷的情況,輸出的功率處于持續不變狀態, QCW激光器工作方式是指每間隔一定時間才工作一次的方式,也就是把激光的能量壓縮到一個很窄的時間內輸出這個的峰值功率也就會比較高。
- CW和QCW在鋁基板激光切割上的對比 連續激光器加工速度快,割縫小,在鋁基板切割上得到大量的應用,但連續激光器的出光模式是連續波,長時間加工密度大的零件時散熱相對較慢,就會導致加工時切割面的熱影響增大,從而影響板材的導電性,在一些質量要求特別高的鋁基板,連續激光器無法達到生產要求。脈沖激光器的出光模式為間斷式,在加工一些密度大的零件時,在板材上產生的熱影響對比連續激光器來說要相對小得多。但是兩種激光器在價格上連續激光器造價相比脈沖激光器要相對便宜很多,如果加工量大且質量要求很高的產品可使用脈沖激光器,如果加工要求不是特別高那么使用連續激光器即可。
五
激光切割鋁基板存在不足
- 激光加工屬于熱加工必然會對板材產生熱影響CW和QCW激光器的切割原理都是通過激光器發出激光束,再通過光纖管后照射到聚焦鏡形成折射,最后折射后的激光束傳到切割頭通過切割嘴發出一條極小的光斑束照射到板材上使被照射的材料迅速熔化、汽化、燒蝕或達到燃點,同時借助與光束同軸的高速氣流吹除熔融物質,最后配合切割頭的移動從而實現將工件割開,在完成這一過程必然在割縫位置形成熱量,從而形成不同程度的熱影響寬度。
- 激光加工鋁基板會在切割斷面留下黑色殘留物鋁基板的表層一般是覆有一層油漆(通常為白油或黑油),而激光切割需要高熱量和高氣壓同時進行,所以如果直接從正面切割,油漆面直接接觸高壓氣和高溫會直接崩邊和散落。因此加工時我們只能從板材的反面進行切割,雖然從反面切割不會破壞油漆表層可以達到切割目的,但是由于切割時產生的高熱量,接觸到油漆面就會使油漆瞬間燃燒,油漆燃燒后的殘留物質再通過和高壓氣體接觸就會停留在切割斷面形成一層黑色物質。不同型號和不同厚度的油漆在燃燒后形成在切割斷面的黑色物質的厚度也不相同。
激光加工:激光從板形成的熱材背面加工影響區域產生的黑色物質。
CW和QCW切割鋁基板效果
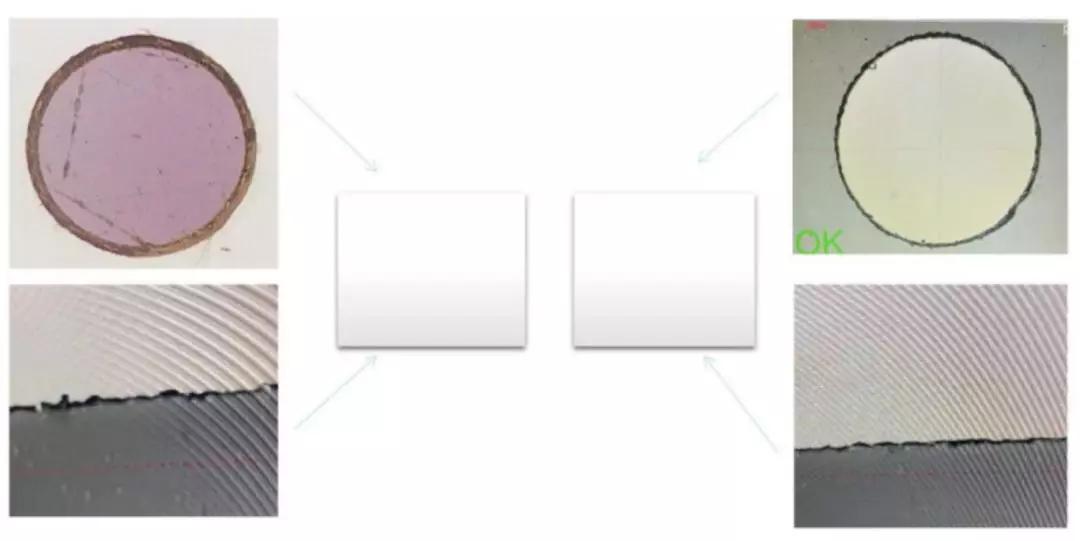
CW激光器QCW激光二次元放大器二次元放大后的切割圖效果圖
通過CW和QCW切割后二次元放大的切割效果圖我們發現,QCW激光器切割后產生的熱影響寬度比CW激光器要小,切割面也要光滑一些,因此高質量要求的鋁基板可使用QCW激光器進行切割。
六
對激光加工鋁基板不足解決方案
- 對激光加工鋁基板產生的熱影響的解決方案激光加工所產生的熱影響寬度,主要和光斑的直徑大小(直徑大小通常為0.1mm-0.15mm),切割速度、板材油漆型號、板材厚度相關,經過不斷的打樣測試和長期售后維護中發現,可以通過開油墨閉合線的方式把熱影響的寬度控制在一個大小范圍內,也就是把要切割的零件圖形先用打標機或微雕機雕刻出寬度0.1mm-0.15mm在要切割的板材正面上,在板材的正面形成要切割的圖形油墨線,在通過CCD視覺定位,從反面切割把切割時光斑所產生的熱量控制在油墨線的寬度內,從而可以把熱影響的寬度控制在0.15mm內。在制作線路板工程圖,絲印工序預留出合適油墨開窗寬度,從而來保障切割使用的品質穩定。
- 激光加工鋁基板在切割斷面留下黑色殘留物的解決方案。通過不斷的工藝打樣測試我們發現覆著在切割斷面的物質是油漆在高熱量激光加工中燃燒后所產生的,只是在高壓氣的作用下沾粘切割斷面上,只要用酒精擦拭就能輕松去除,但是單個擦拭效率低需要大量人力所以并不可取。通過不斷測試和實驗中我們發現可以使用大功率的多頭超聲波通過加洗潔精和水的方式來對切割好的板材進行清洗。超聲波清洗的板材不僅干凈光滑而且不會對板材的導電和其他質量造成影響,還可也以同時大批量的清洗,清洗效率高不會影響正常生產。
- 通過多次和客戶溝通探討客戶也一致認定此方案可行。
改善后的應用樣品圖
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

