






在激光工業制造中,通常會把激光的類高斯光束轉成平頂光束。平頂光斑的特點是頂部能量均勻、邊界非常銳利,即“過渡區”短、光斑上激光能量90%到10%的陡峭曲線能產生明顯的激光邊界,清晰地區分了激光處理區域和未經處理的區域。因此平頂光十分適合用于各類激光加工應用,達到高效且高精度的要求。
光束整形器可以將高斯入射激光束轉換成圓形、矩形、正方形、直線或其他自定義的形狀。即使改變脈沖能量,平頂光斑都可以保持相同的有效面積。光束整形器產生的平頂光斑常用于激光加工,可以防止特定區域過度曝光或曝光不足。
光束整形器的典型應用包括:激光焊接、激光切割、激光打標、激光印刷、激光打孔、激光鉆孔、激光劃片、激光燒蝕、激光熔融、激光快速成型、激光3D打印等激光鏡頭的光路設計及生產制造,以及miniLED焊接維修、LDI整形光源、激光醫學、美學激光(景觀)和娛樂激光等。
技術
科普
問:什么是光束整形?如何實現?有什么優勢?
光束整形即采用光束整形透鏡、鏡片、微透鏡或者不同形狀光纖對光斑實現勻化效果。
它主要是使用一種衍射光學元件,用于將高斯入射激光束轉換成圓形、矩形、正方形、直線或其他自定義的形狀。
通過將激光束塑造成各種針對特定處理和工藝的能量分布,提高了激光制造的功率利用率和激光加工效果,實現了更高的激光加工效率和激光加工質量。
具體光斑效果如下圖所示:
激光光路示意簡圖:
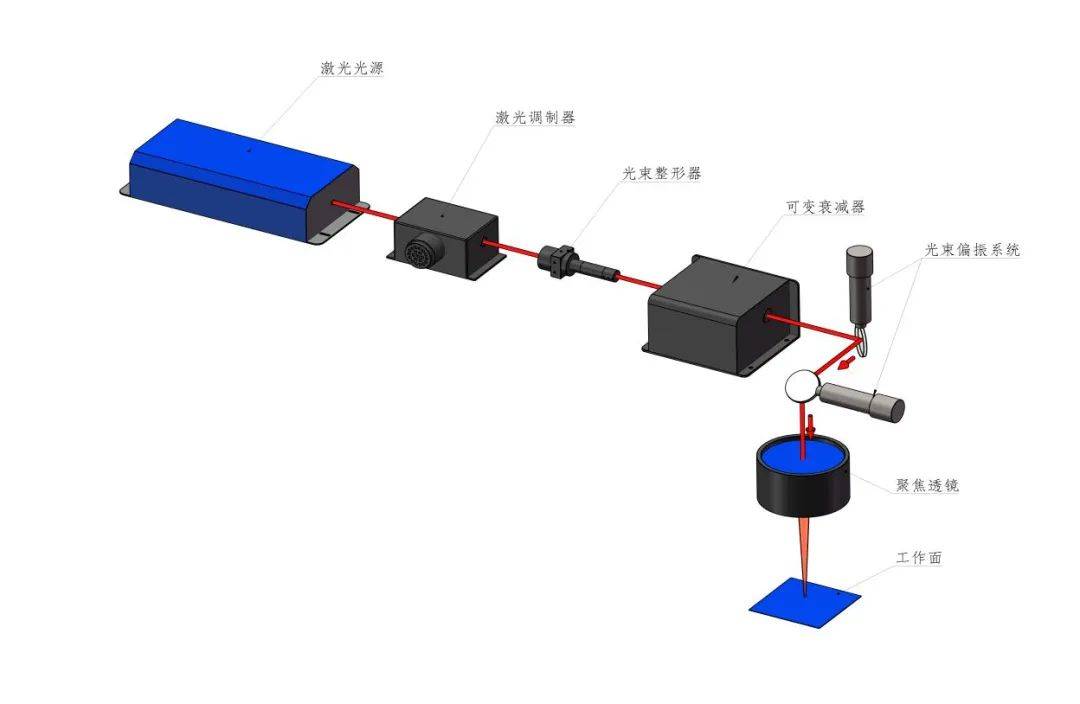

光束整形器使用原理
光束整形器應用中最經典的結構包括激光光源,光束整形器元件,聚焦光學元件和工作面。
每個平頂光束整形器用一組特定的光學系統參數來設計:
1.入射激光波長 2.工作距離(EFL)3.入射激光光束參數(D)4.輸出光斑尺寸(d)
光束整形使用注意事項與限制
為了獲得高質量的平頂光斑性能,入射激光要準直射入,模式應為單模M2<1.3。如果M2值變大,則產生的平頂光斑的效果變差。
光束路徑中的所有孔徑必須至少比入射激光光束尺寸大2倍(大2.5倍最佳),因為太小的孔徑會在輸出光斑上產生干涉圖樣或波紋。這些孔徑通常包括平面鏡(用于光束折疊或掃描),擴束器,激光分束器和聚焦光學器件。
光束路徑中的所有光學器件應具有高質量,即具有低像差水平,以免增加波前誤差并降低平頂光斑性能。
在設計所需的輸出平頂光尺寸時,要考慮到“衍射極限(DL)”,衍射極限是最小輸出光斑尺寸的物理光學極限,即如果從系統中刪除了光束整形器,理想的輸出光斑尺寸就是衍射極限光斑的尺寸。根據經驗,光束整形器的輸出平頂光斑尺寸至少為如下公式定義的衍射極限光斑尺寸的1.5倍(對于M2 = 1)。
衍射極限光斑尺寸的公式:
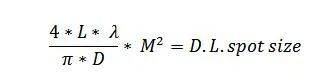
其中:L為聚焦光學器件的有效焦距,λ為入射激光波長,D為入射激光光束尺寸,M2為入射激光束質量參數。
光束整形器的質量因數
光束整形器效果的一些基本規則:
- 平頂光斑尺寸不可能小于衍射極限光斑尺寸。
- 光束整形器的尺寸和DL之間的因數決定了光束整形器的質量和效率。較大的因子可以使邊緣更銳利。
- 光束整形器的過渡區不能小于0.5 DL,通常約為1-10 DL。
光束整形器的一般規格
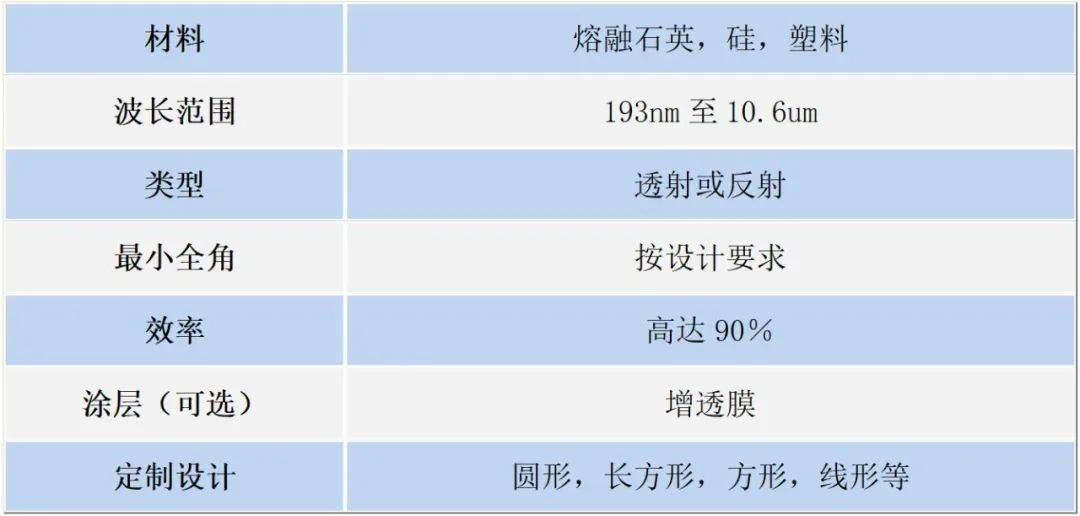
表1
典型的光束整形器的公差表
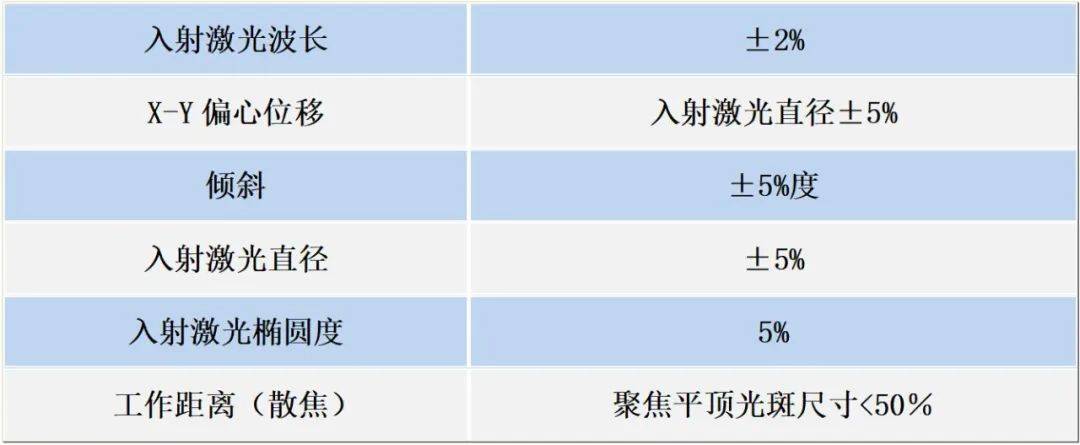
表2
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

