






在模切過程中由于存在模具損耗快、換模時間長、靈活性差和生產效率低等問題,很容易引起工藝不穩定,導致極片裁切品質不一致,引起電池性能下降。而激光模切由于無振動偏差,精度高,穩定性好以及不需要更換模具等優點已經開始逐漸成為鋰電池制造過程中的主流,常被用于極耳切割成型、極片分切以及隔膜分切等工序。
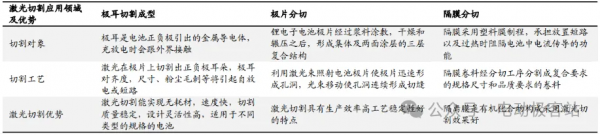
表1 鋰電領域激光模切應用場景以及技術難點
模切的特點:
沖裁間隙過大、過小或不均勻均會產生毛刺。 刃口磨損變鈍或啃傷均會產生毛刺。 沖裁狀態不當,如加工件與凸模或凹模接觸不好,在定位相對高度不當的修邊沖孔時,也會由于制件高度低于定位相對高度,在沖裁過程中制件形狀與刃口形狀不服帖而產生毛刺。 模具在工作過程中升溫,間隙變化導致裁切極片產生毛刺。
激光切割特點:
切割縫隙比較狹窄; 鄰近切邊熱影響區較小; 局部變形極小; 非接觸式切割,清潔、安全、無污染; 與自動化設備結合方便,容易實現制成自動化; 不存在割工件的限制,激光束具有仿形能力; 與計算機結合,節省材料。
鑒于五金模切產生的毛刺對動力電池的安全性存在較大的隱患,未來主要采用激光模切方式。
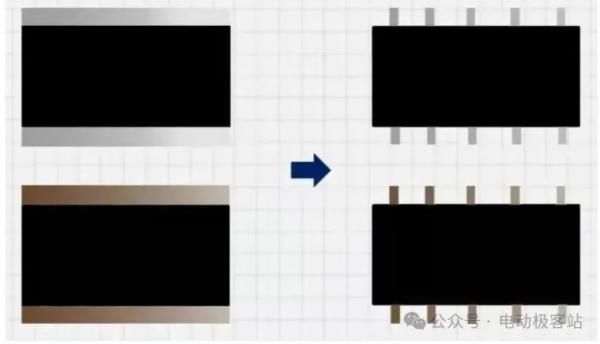
圖1 模切
激光模切原理:
利用聚焦后的高功率密度激光束照射被切割的電池極片,使極片很快被加熱至很高的溫度,迅速熔化、汽化、燒蝕或達到燃點而形成孔洞,隨著光束在極片上的移動,孔洞連續形成寬度很窄的切縫,完成對極片的切割。
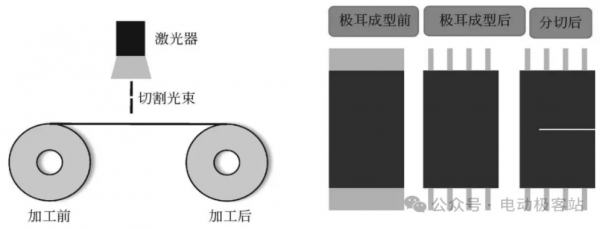
圖2 激光切割原理示意圖
激光切割主要工藝參數:
①光束橫模:
光束的模式越低,聚焦后的光斑尺寸越小,功率密度和能量密度越大,切口越窄,切割效率和切割質量越高。
②激光束的偏振性:
像任何類型電磁波傳輸一樣,激光束也具有相互成90°并與光束運行方向垂直的電、磁分矢量,在光學領域把電矢量作為激光束的偏振方向。當切割方向與偏振方向平行時,切割前沿對激光的吸收最高,所以切縫窄,切口垂直度和粗糙度低,切割速度快。
③激光功率:
激光切割時,要求激光器輸出的光束經聚焦后的光斑直徑最小,功率密度最高。激光切割所需要的激光功率主要取決于切割類型以及被切割材料的性質。氣化切割所需要的激光功率最大,熔化切割次之,氧氣助熔切割最小。
平均功率計算公式:
平均功率=單脈沖能量×重復頻率
峰值功率計算公式:
峰值功率=單脈沖能量/脈寬
④焦點位置:
焦平面位于工件上方為正離焦,位于工件下方為負離焦。按幾何光學理論,當正負離焦平面與加工面距離相等時,所對應的平面上功率密度近似相同。
⑤激光焦深:
當聚焦系統的焦深對激光切割質量有重要影響。如果聚焦光束的焦深短,聚焦角較大,光斑尺寸在焦點附近的變化比較大,不同的焦點位置將使用在材料表面的激光功率密度變化很大,對切割會產生很大的影響。進行激光切割時,焦點位置位于工件表面或略低于工件表面,可以獲得最大的切割深度和較小的切割寬度。
當焦深聚焦深度大,光斑直徑增大,功率密度隨之減小。聚焦深度Δ可按下式估算:
式中 r——激光光束入射到聚焦透鏡表面上的光斑半徑;
λ——激光波長;
f——聚焦鏡焦距。
有研究者曾探究過激光能量和切割移動速度這兩個工藝參數對極片質量的影響。當激光功率太低或者移動速度太快時,極片不能完全切開,而當功率太高或移動速度太低時,激光對材料作用區域變大,切縫尺寸更大。
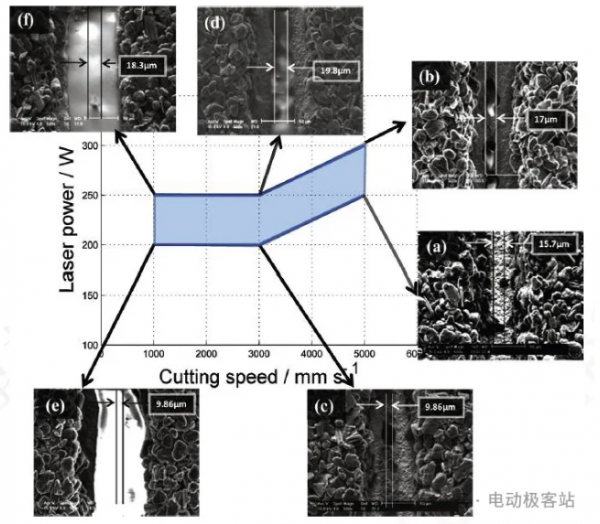
圖3 不同的激光切割工藝條件下單面涂層負極極片的切邊形貌
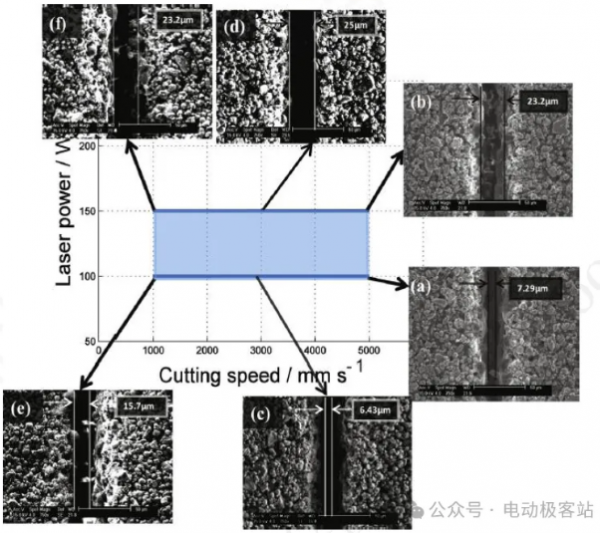
圖4 不同的激光切割工藝條件下單面涂層正極極片的切邊形貌
由于鋰離子電池極片是雙面涂層+中間集流體金屬層的結構,而且涂層與金屬箔材之間性質差異大,對激光作用的響應也不相同。激光作用在負極石墨層或正極活物質層時,由于它們具有很高的激光吸收率,導熱系數也很低,因此,涂層需要相對較低的熔化和汽化激光能量,而金屬集流體對激光具有反射作用,并且熱傳導快,因此金屬層的熔化和汽化激光能量升高。
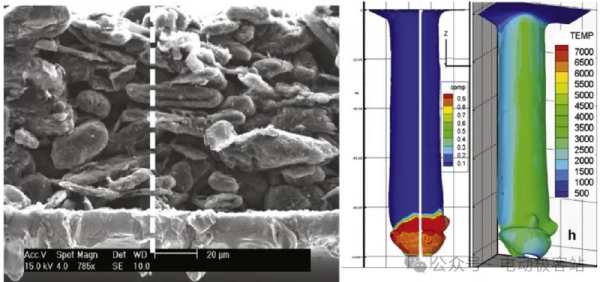
圖5 單面涂層的負極在激光作用下極片厚度方向的銅成分和溫度分布
圖5是單面涂層的負極在激光作用下極片厚度方向的銅成分和溫度分布,當激光作用在石墨層時,由于材料的特性,石墨主要發生汽化,當激光侵入到金屬銅箔時,銅箔開始發生熔化,形成熔池。工藝參數不合適時,可能出現問題:(1)切邊涂層脫落,露出金屬箔材,如圖6左圖所示;(2)切邊周圍出現大量切屑異物。這些都會導致電池出現性能下降、安全性品質問題,如圖6右圖所示。因此,當采用激光切割時,需要根據活物質材料和金屬箔材的特性,優化合適的工藝參數,才能既完全切割極片,又形成良好的切邊質量,不產生金屬切屑雜質殘留。
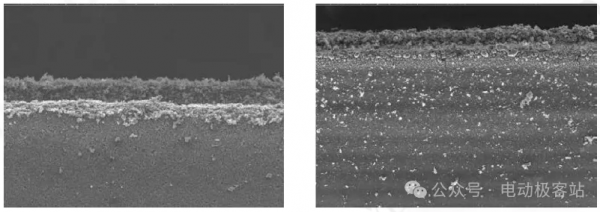
圖6 切邊問題:露金屬箔和切屑異物
激光模切提升方向:
切割效率:將從現有60~90m/min的水平繼續提升,預計在3年內實現120~180m/min的水平。
切割品質:目前三元正極材料的料區仍不能使用激光進行直接切割,未來通過新型激光器類型以及激光工藝的引入可以實現三元正極材料的激光切割。另外,熱影響區、毛刺、熔珠等切割品質不良可通過機械穩定性和激光工藝的改良進行提升。
設備穩定性:一方面是設備自身的穩定性,通過提升設備運行的稼動率水平,并且優化上下料輔助時間提升整機的OEE水平,同時提升設備的MTBF。另一方面是產品品質的一致性,提升產品的CPK。
智能化:實現單機智能化再到整線智能化。將在線檢測、PLC控制和上位機控制集成一體化,實現單機智能化。再通過接入工廠信息化系統,基于單機數據采集的優化,實現整線智能化水平。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

