






本文作者:上海大學副教授 馮杰才
得益于啁啾脈沖放大技術的發展,超快激光技術從超快走向超強。飛秒激光、皮秒激光等超快激光技術已迅速成為加工脆硬材料和復雜微細構件的利器,在醫療、航空航天、半導體等領域得到廣泛應用和發展。然而,超快激光與脆硬材料相互作用的機理尚不清楚,脆硬材料超快激光加工仍面臨諸多挑戰。在國家重點研發計劃 (2023YFB3307700) 的資助下,上海大學馮杰才副教授激光加工研究團隊聯合南開大學超快電子顯微鏡實驗室和中國科學院上海光學精密機械研究所強場激光物理國家重點實驗室共同在 Materials 期刊發表的文章 (A Review of an Investigation of the Ultrafast Laser Processing of Brittle and Hard Materials),詳細闡述了航空發動機葉片、航天大型構件和大科學裝置光學器件等常用的高溫合金、熱障陶瓷、碳化硅復合材料和金剛石等脆硬材料的超快激光加工研究現狀,以及面臨的挑戰和應對策略。
1 超快激光與脆硬材料相互作用機理研究
1.1 超快激光能量的吸收
飛秒激光與材料之間的主要相互作用是通過光子的吸收,光子的吸收將電子從平衡態激發到激發態。材料吸收激光能量機理與材料的帶隙寬度、熱導率和其他特性相關。金剛石是典型的寬禁帶材料,在超短脈沖激光作用下,自由電子密度急劇增加,使絕緣的金剛石轉變為導電材料。圖1為超快激光作用于金剛石過程中電子激發示意圖。
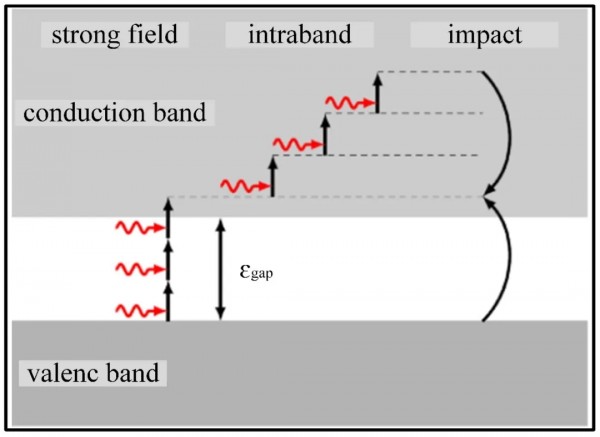
圖1. 超快激光加工過程中電子激發示意圖[1]。
1.2 能量轉換
超快激光加工中,能量傳遞和轉化的關鍵是激光誘導等離子體中的電子、離子、光子以及連續介質材料的相互作用。圖2為時間尺度被用于描述飛秒激光的能量弛豫。

圖2. 超快激光加工各過程的時間尺度[2]。
2 脆硬材料的超快激光加工
2.1 鎳基高溫合金和熱障陶瓷
飛機渦輪葉片等結構包括表面二氧化鋯陶瓷層,中間抗氧化和耐腐蝕層和作為襯底的高溫合金,葉片存在大量氣膜孔。飛秒激光解決了微/納秒激光加工葉片時容易出現飛濺、微裂紋、熱影響區、重鑄層和陶瓷熱障涂層開裂等問題。本文報道了一種飛秒激光兩步螺旋鉆削法,可實現氣膜孔的高質量加工 (圖3)。

圖3. (a) 飛秒鉆孔系統原理圖:(b) 螺旋掃描模塊的光傳輸原理;(c) 掃描路徑;(d) 兩步螺旋鉆孔機理[3]。
2.2 金剛石
飛秒激光脈沖時間為10?15 s,短于電子晶格弛豫過程時間 (10?10—10?12 s),因此采用飛秒激光加工金剛石,表面裂紋、熱影響區和石墨化等問題能得到有效抑制。本文報道了飛秒激光燒蝕金剛石的機制:高掃描速度或低單脈沖激光能量下金剛石表面材料熔化和再凝固;掃描速度降低或脈沖激光能量增加時金剛石涂層燒蝕分為熔化、石墨化和蒸發 (圖4)。
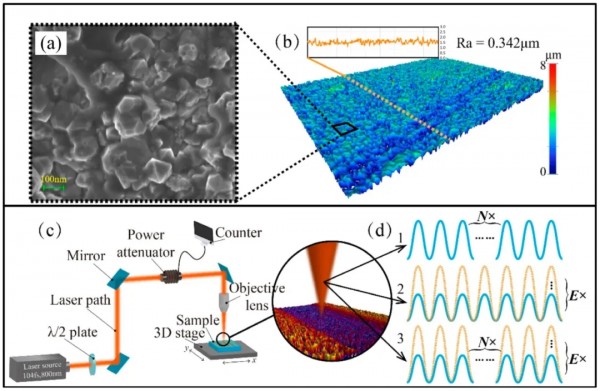
圖4. 飛秒激光加工材料及方案示意圖:金剛石的 (a) SEM圖和 (b) 三維形貌;(c) 飛秒激光加工系統;(d) 三種實驗方案:僅改變脈沖數N,僅改變單脈沖激光能量E,同時改變N和E[4]。
2.3 二氧化硅 (SiO2) 和石英玻璃
飛秒激光因其脈沖時間超短、精度高、材料表面損傷極小被認為是SiO2精密加工的關鍵方法。本文報道了一種高效高精度的SiO2飛秒激光加工技術 (圖5)。

圖5. (a) 長脈沖及 (b) 超短脈沖激光示意圖,飛秒激光加工系統 (c) 示意圖和 (d) 實物照片,(e) 共振微結構[5]。
2.4 碳化硅及其復合材料
碳化硅 (SiC) 被廣泛應用于高溫、高速、高壓電子器件,然而傳統方法難以高效、高質量地加工SiC。本文報道了一種通過將單飛秒脈沖聚焦到熔融硅表面獲得同心圓環結構的技術,在制備各向同性結構著色表面具有良好的應用前景 (圖6)。
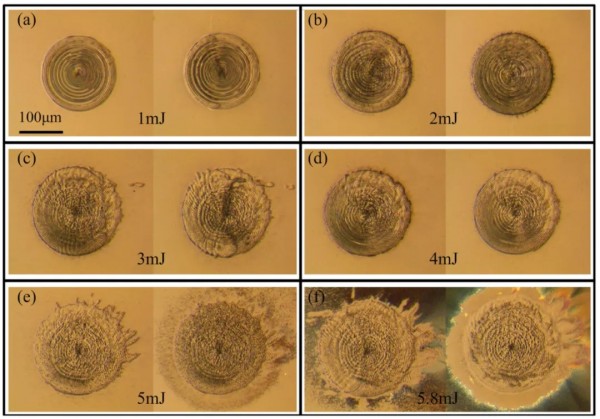
圖6. 不同激光脈沖能量下的微觀結構:(a) 1 mJ;(b) 2 mJ;(c) 3 mJ;(d) 4 mJ;(e) 5 mJ;(f) 5.8 mJ[6]。
3 超快激光加工的精密制造
3.1 加工質量控制
超快激光加工機理和數據模型的耦合調控是精密制造需要解決的首要問題,本文報道了一種飛秒激光加工系統,當脈沖重疊率為92.5%時,錐度最小,較低的脈沖重疊率提高了微孔壁質量,減少了重鑄層和微裂紋的出現 (圖7)。
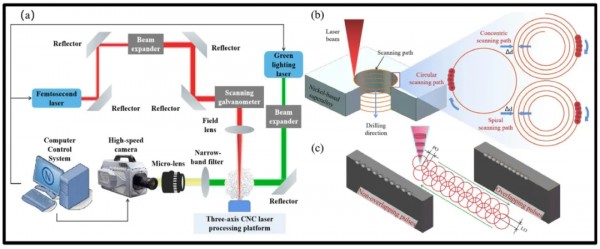
圖7. (a) 飛秒激光處理系統示意圖;(b) 激光掃描路徑示意圖;(c) 重疊率計算示意圖[7]。
3.2 精密制造系統
精密超快激光加工涉及運動軸、激光參數、光路方向、振鏡和物鏡的控制。本文報到了一種飛秒激光螺旋鉆削系統,可實現高質量微孔的加工 (圖8)。

圖8. (a) 飛秒螺旋鉆削系統;(b) 加工區域;(c) 螺旋掃描軌跡;(d) 不同鉆削間隔產生的孔壁微觀結構剖面[8]。
3.3 人工智能輔助制造
人工智能的快速發展,極大地提高了飛秒激光制造的效率和質量。本文報道了一種神經網絡監控系統,加工過程中同時檢測激光束的姿態,實現了同時識別多個飛秒激光微加工參數的可行性,極大地提高了飛秒激光微加工質量 (圖9)。
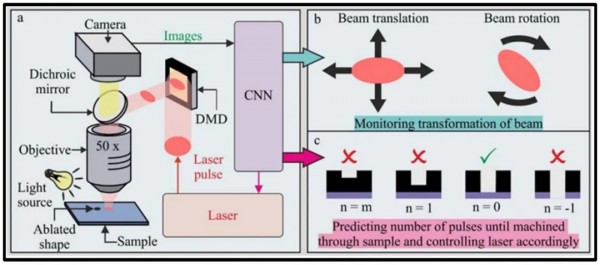
圖9. (a) 飛秒激光微加工中的實時閉環反饋示意圖;(b) 檢測激光束的變換;(c) 預測剩余脈沖數[9]。
總結與展望
超快激光已成為脆硬材料高質量加工的有效方法,在航空、航天、半導體等領域具有廣泛的應用前景。超快激光能量的吸收、傳遞是激光與材料相互作用的兩個關鍵因素,人工智能的快速發展極大地提高了超快激光制造的效率和質量。然而,脆硬材料飛秒激光加工仍面臨諸多挑戰:非線性激光能量吸收機理尚不清楚、激光能量傳遞與轉化機制尚不確定、脆硬材料加工的尺寸精度和形狀精度仍有待提高、脆硬材料大幅面飛秒激光加工質量一致性急需提升。融合高時空分辨原位監測系統、跨尺度分子動力學仿真、超快激光時/空/頻域協同調控、高精度運動平臺及插補算法和機器學習、強化學習等方法,有望解決上述問題,推動超快激光在脆硬材料精密制造領域的應用。
參考文獻:
[1] Boerner, P.; Hajri, M.; Ackerl, N.; Wegener, K. Experimental and theoretical investigation of ultrashort pulsed laser ablation of diamond. J. Laser Appl. 2019, 31, 022202.
[2] Von der Linde, D.; Sokolowski-Tinten, K.; Bialkowski, J. Laser–solid interaction in the femtosecond time regime. Appl. Surf. Sci. 1997, 109, 1–10.
[3] Li, M.; Wen, Z.-x.; Wang, P.; Liu, Y.-x.; Li, Z.-w.; Yue, Z.-f. Femtosecond laser high-quality drilling of film cooling holes in nickel-based single superalloy for turbine blades with a two-step helical drilling method. J. Mater. Process. Technol. 2023, 312, 117827.
[4] Wei, C.; Ma, Y.; Han, Y.; Zhang, Y.; Yang, L.; Chen, X. Study on Femtosecond Laser Processing Characteristics of Nano-Crystalline CVD Diamond Coating. Appl. Sci. 2019, 9, 4273.
[5] Jian, D.; Hou, Z.; Wang, C.; Zhuo, M.; Xiao, D.; Wu, X. Fabrication of fused silica microstructure based on the femtosecond laser. AIP Adv. 2021, 11, 095218.
[6] Zhang, L.; Liu, J.; Jiang, H.; Liu, S. Concentric ring structure on the front surface of fused silica induced by a focused femtosecond pulse laser. Precis. Eng. 2022, 74, 242–246.
[7] Dong, Y.; Shao, P.; Guo, X.; Liu, S.; Zhu, X.; Guo, W. Experimental study on the effect of laser overlap rate on the quality of femtosecond laser machining of micro-holes. Opt. Laser Technol. 2024, 177, 111205.
[8] Li, M.; Wen, Z.; Wang, P.; Li, Z.; Lu, G.; Liu, Y.; Yue, Z. Size effect of femtosecond laser helical drilling on nickel-based single crystal superalloy. J. Manuf. Process. 2024, 116, 77–91.
[9] Xie, Y.; Heath, D.J.; Grant-Jacob, J.A.; Mackay, B.S.; McDonnell, M.D.T.; Praeger, M.; Eason, R.W.; Mills, B. Deep learning for the monitoring and process control of femtosecond laser machining. J. Phys.-Photonics 2019, 1, 035002.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

